
2.陶瓷结合剂普通磨具的制备过程
2.1陶瓷结合剂的配方设计
配方设计是磨具制造中非常重要的一个环节。通过在配方中所给出的各种物料的加入量以及对有关工艺参数(如压力、成型密度)的规定,一方面要使构成磨具的几个要素(磨料、结合剂、气孔、填充剂)有适宜的比例,从而使磨具有最佳的磨削性能。另一方面是要使制造出来的成型料、半成品坯件有着良好的工艺性能,使各工序得以顺利进行,从而使生产过程有高的生产效率,较低的废次品率。
2.1.1配方设计时要考虑的因素
1.磨削用途方面的因素
—般来说,工具刃磨、平面磨及立式平磨等所用的磨具,一般要求组织较松,自锐性要好。而内圆磨、无心磨和成型磨削用的砂轮,组织可略紧、形状保持性要好。
2.制造工艺上的因素
⑴.磨具烧成前要有一定的湿坯和干坯强度,以利于卸模、移走、坯件的运输及装窑操作。
⑵.要有利于混料操作和筛松操作。为此,配方中对结合剂加入量较多的细粒度磨具、较硬的磨具以及碳化硅磨具等,其润湿剂,临时粘结剂的用量、密度或浓度,—般均有别于粗、中等粒度的磨具。需窑前半成品加工的磨具,干坯强度要考虑很高一些。
⑶.要从配方的角度去尽量避免可能会产生的废品(如过大的收缩量产生的裂纹;发泡变形等等)。对易产生废品的粒度、硬度(超细粒度;高硬度等磨具),尤应注意。
⑷.应从配方的角度去保证磨具有足够的强度。特别是对易回转破裂的磨具(如粗粒度软砂轮等)。
上述原则大致可归纳为:使用强度高的磨料,使用强度高而弹性模量低的结合剂以减少结合剂量和增加气孔率;使用堆积密度低的磨料或较低的磨具密度以便使磨具的组织更松。
2.1.2配方设计的内容
1.单一磨料与混合磨料的使用
使用何种类型的混合磨料或仅使用一种磨料,主要取决于磨削用途,特别是决定于被磨材料的特性。一般以同类磨料作混合使用,但也出现不同类磨料的混合(如WA与GC)。
2.混合粒度的使用
使用混合粒度的目的有下列几种:
⑴.为增加粗粒度砂轮的强度。在本号粒度之外,加入较细的粒度,或者粒度之外再增加少量更细的粒度,使细粒度磨料充填于粗粒之间,使其连接牢固;
⑵.为达到较高的硬度,一般不推荐无限地加大压力,国内外的经验表明,超过15MPa,较适宜的方法是除用较大压力外,配合使用混合粒度。
⑶.为改善磨具的某一项磨削性能(如磨削效率或表面精度等),在本号粒度之外,混入较组成较细的粒度,但一班不超过粗或细一个号。
⑷.用粗一号或细一号各半来代替本号粒度,但这只在不得己的情况下使用。
3.磨具的组织
我国组织号采用0~12号,其磨粒率为62%~38%。但这并不意味着每种粒度每种硬度都可以制造所有组织号的磨具,更不是磨削上对每种粒度、硬度的磨具都需要所有的组织号。
配方的组织号主要是根据磨削用途来确定。实际中,磨具的组织号还常与结合剂的特性相配合。例如:要求自锐性好的磨具,除使用较松的组织外,还使用脆性较大的结合剂,而要求形状保持性较好的磨具,陈适当用较密的组织外,常使用韧性较大的结合剂。
4.磨具的气孔率
由于磨具中存在着封闭型气孔,较难用简易的方法来进行大量的测定,因而对磨具的气孔率研究得还不多。目前,国内外的一般磨具配方都没有对气孔率作特殊的控制、仅调整磨具的组织而同时使气孔率作有限的变动。
对于硬度特别软、或者需要有高气孔率(例如:50%以上)以及对气孔杨尺寸有特定要求的磨具,制造时需要加入成孔剂,这时配方中需给出成孔剂的粒度及加入量。
5.临时粘结剂加入量
临时粘结剂主要与磨具的湿坯与干坯的强度有关,所以其加入量主要取决于对湿、干坯强度的要求。在满足这个要求的前提下,适当考虑成型料的流动性,尽量避免由于加入量太多而使成型料粘附性太强而造成结团结块。需要考虑的有关因素有:⑴.从卸模至装窑这一段的机械化程度。如果这一段的人工搬运较多,则湿、干坯强度要高。需加入较多的临时粘结剂;⑵.某些形状或某些规格的磨具,都要求有较高的湿、干坯强度;⑶.需要进行半成品加工的磨具;
7.润湿剂加入量
用液压机成型所用的半干料,如果使用的是水性或水溶性润湿剂,成型料的水分含量大致在1%-4%。润湿剂加入量的总原则是需使各种干物料能充分润湿,这样才能充分发挥物料中的可塑物质及粘结物质的粘结作用。但在这个总原则下,可以根据各厂的具体情况,控制其加入量,使成型料呈略干型和略湿型。
8.成型密度
成型密度有以下几种表示方法:⑴.模腔密度:即在施压时以料的单重除以模腔体积,这种密度不考虑弹性后效引起引起的体积变化;⑵.毛坯密度:卸模后湿坯的重量除以坯体的体积,如果在称量、压制与卸模过程中,料没有损耗,则也可以用称量的单重除以毛坯体积。此时毛坯密度即为通常所说的成型密度;⑶.无机物生料密度:用单位体积中无机物生料的重量来表示。除了较特殊的磨具(如细粒度磨具、高硬度磨具等)外,一般经烧成后无机物生料中的灼减大致可被收缩等因素抵消,这样,从无机物生料密度可大致得知磨具的烧后密度。这对于计算烧后磨具的磨粒、结合剂及气孔的体积比例是较为方便的。但无机物生料密度不能用作成型密度。
2.1.3陶瓷结合剂普通模具的制备流程
根据使用原料的不同,实验室制备陶瓷结合剂普通模具的流程分为两种。分别如图四、五所示。
1.称量原料
原料的配比直接影响结合剂的性能,称量时必须严格按照配方称量各组分物质,使用高灵敏度电子电平称量,含量较少的组分,要做到尽可能的精确。
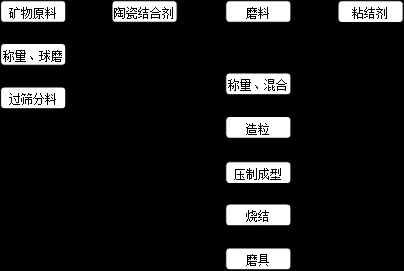
图四矿物原料制备普通磨具流程图
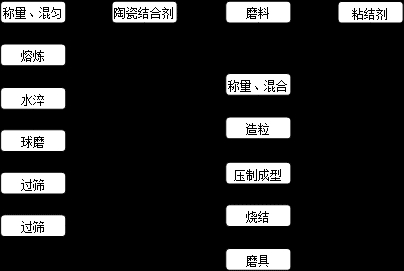
图五化学原料制备普通磨具流程图
2.混匀原料
称量好的原料要混合均匀,防止结合剂局部成分偏离配方,形成富集区。将称量好的各组分倒入研钵,仔细研磨使之混合均匀。
3.高温熔炼
将混匀的玻璃料放入坩埚,放入箱式炉进行高温熔炼。烧熔结合剂制造磨具的目的在于使结合剂呈玻璃相微观结构,结合剂中如果出现微晶玻璃结构能提高结合剂强度,如果出现较粗的结晶体,就会破坏玻璃组织的均匀性,使磨具产生微气孔,微裂纹等缺陷。所以我们采用高温冶炼结合剂,使各组成在高温下真正成为一体。
多种原料的结合剂在加热过程中,某些原料的新生化合物之间产生共熔而出现液相,然后就是催熔材料被熔融,液相量增多,继续加热,难熔固相全部转化为液相。因为组成结合剂的原料多为晶体结构,被加热时,晶格结点上的质点动能增高,振幅增大,质点间的结合力减弱,当达到该物质的熔点时,晶格被破坏而形成了液体,这是物质从晶体变为液体的根本原因。晶体的熔融并不是在熔点温度全部变为液体,而是需要一个过程,影响熔融速度的主要因素是温度,其次是晶体的颗粒度,温度越高,粒度越细,熔融速度越快。
4.水淬
将熔融状态的玻璃料,倒入水中急冷。其目的为了使烧熔结合剂成为玻璃相微观结构,结合剂的烧熔冷却方式非常关键。冶炼过程中冷却速度的快慢会直接影响玻璃熔体的形成,冷却速度缓慢时,结合剂的熔体就容易产生晶核,并成长为晶体。因为熔体内的质点一般都有释放能量进行结晶的趋向,故冷却速度越慢,熔融结合剂内所生成的大结晶体越多;相反,如冷却速度很快,采用急冷的形式,熔体的粘度很快增大,晶核的形成及长大都受到阻碍,烧后的结合剂内绝大部分呈玻璃体。所以高温冶炼后要经过急冷处理。结合剂的主要成分都是玻璃体,在磨具的烧成过程中结合剂呈玻璃熔体,能把金刚石磨料牢固地结合在结合剂周围。
5.破碎与过筛
熔炼后的结合剂,经烘干后是块状的玻璃,必须破碎成很细的粉末,才能用做结合剂。一般用球磨机来研磨,选用烧结刚玉球作研磨球,对结合剂进行破碎和粉磨,根据球磨机的破碎原理,直径大的刚玉球对结合剂的破碎能力强,直径小的刚玉球对结合剂的粉磨能力强,因此在对结合剂进行破碎时,不仅要确定结合剂与研磨球的比例,而且还应确定不同直径的刚玉球的量。一般来说结合剂与研磨球的重量比为1:1到1.5:1时研磨效率最高。根据结合剂的重量选择不同大小、合适重量的刚玉球进行研磨。研磨好的结合剂必须过筛。一般结合剂粒度应能通过280目筛(即粒度小于63pm)。过筛后的结合剂为结合剂成品。筛上的结合剂破碎不够,粒度较大,应再送入球磨机中研磨,过筛,得到结合剂成品。
6.压制成型
压制成型又称模压成型,是最常用的成型方法之一。其过程是将经过造粒后流动性好,颗粒级配合适的粉料,装入金属模腔内,通过压头施加压力,压头在模腔内位移,传递压力,使模腔内粉体颗粒重排变形而被压实,形成具有一定强度和形状的素坯。
7.烧结
陶瓷在烧结过程中要发生一系列复杂的物理化学变化,如原料的脱水、氧化分解、易熔物的熔融、液相的形成、旧晶相的消失、新晶相的生成以及新化合物量的不断变化,液相的组成、数量和黏度的不断变化。与此同时,坯体的孔隙率逐渐降低,坯体的密度不断增大,最后达到坯体孔隙率最小,密度最大时的状态称为烧结。烧结时的温度称为烧结温度。若继续升温,升到一定温度时,坯体开始过烧,这可通过试祥过挠膨胀出现气泡、角棱局部熔融等现象来确定。烧结温度和开始过烧温度之间的温度范围称为烧结温度范围。
Copyright 2021 .All Rights Reserved.燕山大学材料综合实验教学示范中心
地址:河北省秦皇岛市河北大街西段438号 邮编:066004 电话:335-7074792
 微信公众号
微信公众号