
取少量熔炼并研磨好的结合剂(约10克),加水和匀,放入三角锥模具中制成三角锥,待干燥后,放入耐火锥台中,与锥台面呈80°角,用粘土加水和好的泥固定在锥台上,如图六。用以电阻丝作为加热元件的马弗炉作为加热源(电炉丝本身的温度远比其他加热元件如硅碳棒、硅钼棒等的温度低,因此电阻丝炉子热辐射比其他加热元件如硅碳棒、硅钼棒等的热辐射小,炉内温度比较均匀),升温速度100℃/小时,在锥倒前注意观察并做好记录,将试样锥弯倒情况分别与接近的标准锥相比较,等锥倒时记录温度,这时的温度可视为结合剂的耐火度。
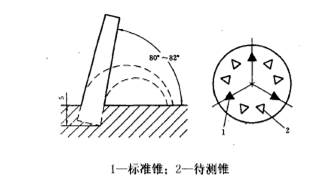
图六耐火度测量装置示意图
3.2简易耐火度测定方法
根据耐火度的测量原理,可用一种较为简单的方法测试结合剂耐火度
将干燥的耐火度冷压试样条按图示七方式放置,其中,垫片的高度约为试样条长度的1/2。将其置于电阻炉炉膛中央位置,阶梯升温,每隔50℃观察一次,取冷压条发生深度弯曲并与耐火砖平面接触的温度为结合剂的耐火度。
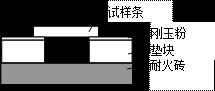
图七 简易耐火度的测定示意图
3.3结合剂高温润湿性测试
浸润性的好坏用浸润角来衡量,浸润角采用“座滴法”原理进测量,见图八,浸润角
用符号θ表示。图八(a)中结合剂沿磨料表面“爬坡”状,结合剂对磨料的浸润性良好,浸润角θ小于15°;(b)中结剂呈水平状,结合剂对磨料的浸润性比较好,浸润角在15~45°之间;(c)中结合剂与磨料结合处呈凹状,浸润角θ成90°直角;(d)中结合剂与磨料合处也呈凹状,但浸润角θ大于90°,为钝角。图八中(a)、(b)中结剂与金刚石的浸润性良好,(c)、(d)两种情况则是结合剂对金刚石的浸润比较差。
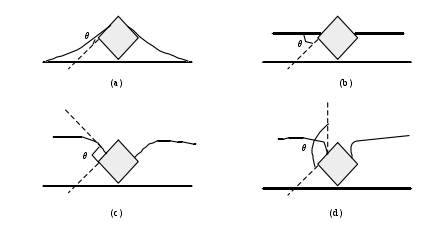
图八浸润角测量原理图
(一)仪器的组成:
本仪器是由光源、钼丝炉、投影装置、电气控制箱、制样器五部分组成。
(二)工作原理
1.测定烧结温度:
①目测法:原砂颗粒在开始烧结时,表面及内部易熔成份熔融,颗粒间发生粘结现象,冷却后砂粒不再分开,表面光亮。据此确认为烧结点温度。
②图像收缩法:在高温时,由于原子运动引起的颗粒间接触处数量和质量的变化称为烧结,这导致了系统的致密和强固,此时伴有体积(或局部)的微小收缩。当图像出现收缩时,该温度即可确认为烧结起始温度。
2.测耐火度(熔融温度):当材料熔融时,物体已不能保持原来的形状,从而在该温度下轮廓形状发生了很大的变化,原来投影呈矩形状,直角钝化,由矩形变成半球形。当出现钝化、图形变圆时的温度即可确认为熔融温度或耐火度。
仪器出厂时,各部分已作调整,使用时只需按下列程序进行安装操作。
1.仪器主体:
(1).把投影装置、钼丝炉、聚光镜安装在三角形导轨上,使投影装置前端镜面至炉壳中心距离为260mm,调整钼丝炉与聚光镜筒的高度,使三个部件通光部分在同一光轴线上,使光源能在投影屏上清楚地反映出一个亮圈,亮圈尺寸为70×70mm。
(2).因钼丝在高温下极易氧化,钼丝炉要采用惰性气体保护,该炉采用氩气保护。氩气连接线路见图三。
在升温时,先要接通氩气,在开始的几十分钟里,将氩气流量计调至刻度40处,以后,可将流量减小至刻度20处,一直将炉温降至室温,都要使氩气接通。
为保证炉管内密封料不致烧损,升温时要接通钼丝炉两端冷却水,炉温达700℃之前,冷却水流量要少一些;700~1700℃时,水流量要大一些,使水温能保持在室温50℃即可。
(3).试样放置:升温前,将制样器作好的试样放在陶瓷片或铂片上,缓慢推入炉膛中心。当用目测方法测试烧结点时,将瓷片在需要的温度时徐徐推入炉膛中心即可。
(4).将试样推入炉膛后,打开光源,使光源灯丝图像中心全部照在试样上,在投影屏上清晰现出试样投影像即可。
(5).使用投影装置观察炉内试样时,在升温前可将电炉与光源、投影装置调整在一条光轴线上,以得到清晰的投影图像,也可使投影物镜筒沿筒作前后调整。在升温过程中就不要再调整,否则就使图像失去了对比依据。
调整方法:
①当出现偏左或偏右时,调整电炉的升降手柄使其上下移动,便可使图像停留在中间正确的位置。
②当出现偏上或偏下时,调整电炉的前后位置(与光轴垂直方向)转动小手柄便可使电炉移动,以便图像停在合适位置。
③当调整垂直手柄或前后移动小手柄后,灯光源也须作一些相应调整,以得到清晰的投影图像为适。
(6).为保护炉管不受损,使用寿命不受影响,试验时须注意勿使试样掉进炉管。
2.电气箱
(1).接好电源、电炉、光源和热电偶等连线。
(2).将AL810仪表的“手动-自动”参数开关调到“手动”,由AL810的A/M键控制大小,调节上下键数字增减,电流变化。开始以电流表指示在10A左右的电流进行预热5分钟,然后根据需要慢慢调大,但电流表上的指示不得超过24A。如果旋至最大,电流仍然不能得到24A,则可将可控硅触发板右上角反馈电位器逆时针方向微调一点,减少反馈,即可达到。
(3).仪器的基本操作及温控仪参见相应的说明书。安装好仪器后,“自动-手动”转换开关打到“手动”,手动参数显示为零,此时方可合上总电源。打开仪器电源开关,整机上电,慢慢增加数字,使电炉电流10A左右预热五分钟,即可慢慢增加电流,提高升温速度,但最大手动电流最好不超过24A。电炉发热材料为钼丝,温度-电阻特性较差,在低温时应特别注意,钼丝电阻接近为零,很小的电压即会产生很大的电流,注意不要因过流而损坏可控硅及发热元件。随着温度的升高,电阻越来越大,需增大电压,才能维持相应电流。温度较高时,请注意电炉接通氩气及循环水,以保护钼丝及保温材料。亦可用温控仪控温,该表有“自动”及“手动”两种方式,请熟悉此仪表后再使用。使用前,先将最大输出功率HPL下调为零,将温控仪设定在手动输出方式,此时再增加最大输出功率HPL至35左右,慢慢增加手动输出功率,手按住▲键数字会迅速增大,松开才有效,开机时宜点动增加,以免过流;在温度升到400℃~700℃以后,可以转“自动”。设定好相应的升温曲线及相关参数,将手动电流调至24A,观察此时的输出功率,将HPL下调至手动时的输出功率,此时即可转为自动升温过程中,如需修改参数,即可设定为暂定状态,待修改完再转为运行状态,如在停止状态修改参数则会从开头重新进入升温曲线,升温过程中如果升温速度跟踪不上,请加大输出功率HPL。实验结束后,请将最大输出功率HPL下调为零,将“自动-手动”开关转为“手动”,将手动调节旋钮反时针旋到最小,待温度降低到较低时,可以关闭气源、水源和电源。
(4).在需要调整和观察试样的投影图像时,可按“光源”键,观察完后随即关掉光源。
(5).实验做完后必须先将电流慢慢调至零,把电源开关拨至“关”位置(使控制箱恢复到开机前状态,以免下次通电时发生故障)再断电拉闸。
(1)将结合剂加少量水调成糊状。
(2)在一平坦陶瓷片上均匀涂上厚度适中的糊状结合剂,放入炉中升至预定温度,保温2h后随炉冷却。
(3)将金刚石或cBN均匀分散的撒在熔融的结合剂表面(熔融结合剂层的厚度不得超过金刚高度的2/3)。小心放入炉再次升温至步骤(2)中的温度,保温2h后随炉冷却。
(4)在显微图象分析系统下观察结合剂对金刚石或cBN的浸润性。
(5)用量角器量出不同温度下结合剂与磨粒之间的浸润角。
固体在某个方向上的长度随温度的升高而增长的现象叫做线膨胀,它可以用线膨胀系数来进行度量。
线膨胀系数的定义为当物体温度上升1℃时其长度的相对变化:

式中α―线膨胀系数(1/℃);
L0―试样在初始温度时的长度(mm);
ΔL―在ΔT温度内所对应的伸长量(mm);
ΔT―计算时所选择的温度差(℃)。
1.试样尺寸
圆柱体φ(6~8)×50 mm;方形体(6~8)×(6×8)×50 mm
2.制样制备
1).型壳材料试样:用专用模具压制蜡模,按型壳工艺涂挂试样,脱蜡后在350~400℃烧烤保温1小时,去除残余模料,随炉冷却。试样如果需要进行焙烧,可免去烘烤。
2).陶芯材料试样:用专用模具压制陶芯,按陶芯制工艺烧制试样(300℃保温2小时,500℃保温1小时,900℃保温1小时,最后升温至1150℃保温2小时,然后随炉冷却)。
3).用户可根据自己的工艺要求制作试样。
3.测试步骤
1).将基座安放水平,调整炉膛的位置,使炉膛与试样管相对运动自如,防止相互擦、碰。调整、移动炉膛时要缓慢,以防损坏炉膛和试样。将炉膛固定在小车上,再调整定位脚在导轨上的位置,使小车靠住定位脚,固紧定位脚,保证测试时试样处于炉膛均温区之中。
2).当测试杆和试样接触后位移显示可能不指示零位,计算机可以自动记录零点位移,作为起始位移,参与运算。
3).检查各部分的连线,以及智能仪表设置是否正常、实验的基本要求、各参数测试要求、测试工艺要求等。确认各仪表各性能正常,将冷却水通入导支套及水冷端盖。炉温在700℃以前,通入导支套及端盖的冷却水流量要小些,使导支套出水温度在室温附近即可。
注意:连接电炉的电线端子一定要接触良好,并将仪表的地线接入实验场所地线(或水管),减少系统之感应电以保护计算机可靠工作及数据的正常传送。
4).打开电源,检查智能表518P基本参数的设置,连接计算机使计算机系统处于程序运行用户界面,按操作步骤进行。实验开始,出现曲线运行界面。然后按“启动”使系统进入测试状态。此时计算机显示时间为实验时间(可人工记录时间),根据用户要求可以设置恒温区段,完成实验后进行试样结果分析,可对测试数据自动分析,亦可人工分析,并输出实验结果报告。
5).通过计算机可以对测试的数据建立用户需要的数据库,并对数据库进行相关的操作。
6).膨胀系数计算方法:
试样升温达到测试温度后,根据显示结果可以实现人工计算和计算机自动处理。计算机测试的结果为整个过程温度点的试样膨胀系数,根据输出结果,选择所需要的点。
线膨胀百分率计算公式:
平均线膨胀系数计算公式:

公式中:
L:试样室温时的长度(mm);Kt:测试系统t时补偿值mm;;
T:试样加热温度℃; T0:试样加热前的室温℃;
△Lt:试样加热至T℃时测得的线变量即记录值(mm)
仪器的补偿值Kt需要用户自己预先测定和计算,可以通过计算机系统专用程序测试完成。求补偿值Kt方法是:1000℃以下用石英标样;1000℃以上用高纯刚玉标样作试样,进行升温测试,记录出标样测试曲线,曲线中包括了标样、试样管及测试杆的综合膨胀值。而补偿值Kt应只是试样管及测试杆在相应温度下的综合膨胀值,所以应将标样在相应温度下的膨胀值,从测试数据中相应温度下的膨胀量中扣除后剩下的膨胀量即为仪器在相应温度下的补偿Kt。而标样的膨胀系数为已知的,计算机系统建立相应的数据库,不同的标样,用户自己应填充该数据库。

石英标样的膨胀系数取样平均值0.55×10-6/℃
例:若用该仪器测试1400℃时的补偿值K1400,用刚玉标样升温、升温前标样L标=50.1mm,室温t0=20℃升温至1400℃时,记录△L1400标=0.11mm,已知1400℃时刚玉的平均线膨胀系数标=8.623×10-6/℃
K1400=△L1400标-a标×L标(1400-20)
=0.11-8.623×10-6×50.1×1380
=0.11-0.596=-0.486(mm)
磨具在磨削时,同时受到弯曲应力作用、拉伸应力作用及冲击应力作用,抗折强度表示磨具受到弯曲应力作用时不被破坏的最大受力值。结合剂性能对磨具的抗折强度的影响与抗拉强度相同,具有同样的升降趋势。
抗弯强度测试装置示意图见图九。
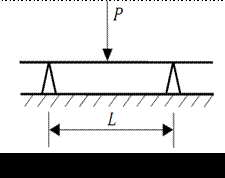
根据材料力学原理,有下面的公式:

式中:σ—抗折强度,MPa;
P—试条折断时负载,N;
b—试条宽度,mm;
L—两支点间距离,mm;
h—试条高度,mm。
1.试样制备:利用已熔制好的玻璃粉末,添加适量的临时粘结剂(一般为糊精液),经过冷压成型、干燥、烧结得到长方形的试样。要求数量在3~5根。试样必须研磨平整,不允许存在制作造成的明显缺边或裂纹,试验前必须将试样表面的杂质颗粒消除干净。试样尺寸的选择是以试验作基础的,尽量采用宽厚比为1:1的试样,这类试样强度最大,分散性较小。一般跨距在65mm以上,小试样测试时需使用辅助支架。
2.测试前必须清除夹具圆柱刀口表面上的粘附物,并使杠杆在无负荷情况下呈平衡状态。
3.安放试样,使试样长棱与刀口垂直,两支承刀口与试样端面距离相等,对施釉制品、以着釉面作受力面。
4.测量试样折断处厚度和宽度,精确到0.10mm。
5.计算试样的抗折强度
Copyright 2021 .All Rights Reserved.燕山大学材料综合实验教学示范中心
地址:河北省秦皇岛市河北大街西段438号 邮编:066004 电话:335-7074792
 微信公众号
微信公众号