
(1)将下压头放入模套,称取一定量实验一中的陶瓷原料,倒入成型模具,并使粉料在模具中均匀模具,然后将上压头放入模具,如图1所示。
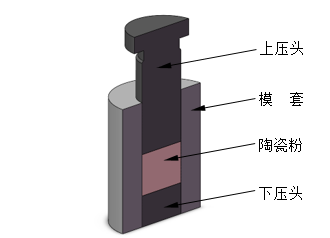
图1 模具装配示意图
(2)将模具置于压力机上,加压至所需压力,保压30s,成型压力为50~200 MPa。成型压力计算公式如下:

其中,P为成型压力,MPa;F为模具所受压力,N;S为模具横截面积,mm2;P1为压力机表压,MPa;S1为压力机油缸更截面积,mm2。
(3)泄压后将模具倒置与压力机上,将脱模套筒放于模具之上,加压陶瓷坯体顶出模具。如图2所示:

图2 脱模示意图
(4)将油压机泄压,依次取下脱模套筒、下压头、陶瓷坯体,然后取出上压头。将模具擦拭干净后进行下一次压制。
(5)烘干 用掺有FeSO4相墨水在试件上编号。应写出组别,序号,然后在烘箱内于105℃~110℃烘干。如在烧制工艺中设置脱水步骤,可省略烘干步骤。
注:压力机的使用,请指导老师介绍后再进行。钢模具用完一定要清理干净。
Copyright 2021 .All Rights Reserved.燕山大学材料综合实验教学示范中心
地址:河北省秦皇岛市河北大街西段438号 邮编:066004 电话:335-7074792
 微信公众号
微信公众号