
搅拌摩擦焊(Friction Stir Welding)是基于摩擦焊接技术一种固相焊接技术,其原理是一个非耗损的搅拌头旋转扎入焊接工件的连接界面,当搅拌头向前沿着焊缝移动时,塑化金属在机械搅拌和顶锻作用下形成致密的固相连接。
1搅拌摩擦焊的工作原理及特点
搅拌摩擦焊接时,搅拌头一边高速旋转,一边沿着焊接方向前进,焊接过程中,搅拌头轴肩与被焊工件表面摩擦产生热量使工件达到塑性状态,塑性状态的金属在搅拌头旋转压力的挤压作用下,沿搅拌针从前进侧被搅拌到后退侧,随着搅拌头的移动,高度塑性变形的金属流向搅拌头的后部。冷却后形成焊缝。在实际工作中,搅拌摩擦焊的焊核由于受到搅拌头的高速旋转挤压作用,该区原始的组织晶粒被搅拌破碎,同时在轴肩与母材摩擦产生的热作用下,发生动态再结晶,由母材轧制状组织变为细小的等轴晶。热机械影响区在搅拌头的高速旋转作用下发生明显塑性变形,受到的摩擦热低于焊核,不足以使组织发生再结晶,因此只发生部分长大。热影响区在热循环作用下,组织晶粒发生二次长大,该区组织明显粗化,甚至比母材还粗大。焊接时搅拌头缓慢插入母材中,摩擦头的轴肩与板材的表面紧密接触并压人一定深度。焊接时摩擦头高速旋转并沿待焊板材的接缝向前运动。摩擦头的轴肩、搅拌针与试件摩擦生热,产生的摩擦热使搅拌针周围金属处于热塑性状态。在摩擦搅拌过程中轴肩一方面提供了大部分的摩擦热,另一方面轴肩的下压作用防止了塑性状态金属的溢出。搅拌针前方塑性状态下的金属在摩擦头的驱动下向后方流动。在搅拌头的摩擦搅拌作用下,搅拌针周围的材料形成塑性层,从而形成了搅拌摩擦焊焊缝,使待焊件焊为一个整体。
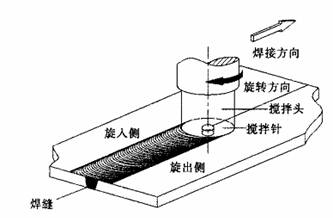
纵截面
顶截面
图1搅拌摩擦焊示意图
2搅拌摩擦焊的优点:
1)高度一致的焊接质量,无需高的操作技能和训练;
2)单面焊接的厚度为1.6~15 mm;
3)焊接接口部位只需去油处理,无需打磨或洗刷;
4)不需焊丝和保护气氛;
5)节省能源,单面焊12.5 mm深度所需动力仅为3 KW;
6)焊接表面平整,不变形,无焊缝凸起和焊滴,无需后续处理;
7)无电弧、无磁冲击、闪光、辐射、烟雾和异味,不影响其它电器设备使用,绿色环保;
8)焊接温度低于合金的熔点,焊缝无孔洞、裂纹和元素烧损。
与熔焊相比 其具有一系列的优点 包括
1)焊接变形小;
2)焊缝金属力学性能好
3)工作环境好
4)搅拌头属于非消耗性材料
5)操作简便
6)氧化皮可以自动去除
7)搅拌摩擦焊设备结构简单
8)易于实现自动焊接和机器人焊接
9)搅拌摩擦焊可用于焊接裂纹敏感性较高的合金材料
3搅拌摩擦焊的应用:
搅拌摩擦焊在宇航、船舶、高速列车、汽车等制造领域具有广阔的技术应用前景。如图2所示。

图2搅拌摩擦焊的应用
4搅拌摩擦焊的焊接实例
如图3所示。


不锈钢的搅拌摩擦焊接接头及金相


铝合金的搅拌摩擦焊金相组织
图3不锈钢和铝合金的焊接实例
Copyright 2021 .All Rights Reserved.燕山大学材料综合实验教学示范中心
地址:河北省秦皇岛市河北大街西段438号 邮编:066004 电话:335-7074792
 微信公众号
微信公众号