
钎焊是采用比母材熔点低的金属材料作钎料,将焊件和钎料加热到高于钎料熔点,低于母材熔化温度,利用液态钎料润湿母材,填充接头间隙并与母材相互扩散实现连接焊件的方法。钎焊方法分类主要包括火焰钎焊,感应钎焊,电阻钎焊,电弧钎焊等。本实验主要以电弧钎焊的工艺方法为例。
电弧钎焊,电弧加热集中、热输入量小,对簿板及薄壁容器进行钎焊时变形量很小,焊接热影响区小,操作方便,节能高效又易于实现自动化。同时又因其电弧特有的去除氧化膜作用,带电粒子的冲击活化作用,克服钎剂对母材的腐蚀副作用,焊后不用清洗,这些都是常规电弧焊和钎焊难以解决的。
1 电弧钎焊方法分类
电弧钎焊是以一种新型的电弧为热源的钎焊工艺,钎焊时电弧在电极与工件之间引燃,采用惰性气体进行保护,选取较低熔点的焊丝作为焊接材料,母材不熔化而通过熔化的焊丝把两种材料连接起来。电弧钎焊主要有两类方法:一是根据电极采用的材料不同,电弧钎焊可以分为非熔化极惰性气体保护电弧钎焊(TIG钎焊)和熔化极惰性气体保护电弧钎焊(MIG钎焊),这是最常见的分法。
2 电弧钎焊工作原理
TIG电弧钎焊是在氩气保护下,采用非熔化的钨或钨合金作电极,在钨极与工件间形成电弧,特制的钎焊焊丝通过送丝机连续送进并熔化,形成填充金属,将母材连接起来。
MIG氩弧钎焊是在氩气保护下,采用特制的钎焊焊丝作为电弧的一个电极,在焊丝与工件间形成电弧,焊丝连续送进并熔化,形成填充金属,将母材连接起来。
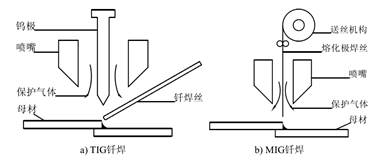
图1 TIG钎焊和MIG钎焊示意图
3 电弧钎焊技术特点
电弧钎焊在整个焊接过程中,当小电流时,母材基本不熔化,其焊接性质属于硬钎焊:而在大电流时,母材有少量熔化,其焊接性质属于熔钎焊。此种焊接方法与电弧焊方法相比,有以下特点:
(1)填充金属是钎焊焊丝(铜基钎料,熔点950℃左右),电弧温度低,对母材的热输入小;
(2)小电流下母材基本不熔化,钎料本身具有较好的流动性,自动填充母材的对接间隙;
(3)对接焊接薄板时,操作简便,不易产生烧穿等焊接缺陷,且能较容易地实现单面焊双面成形;
(4)可以进行异种金属之间的连接,如铜与钢、铜与不锈钢、普通钢与特种钢等。
与普通的钎焊方法相比,电弧钎焊具有以下特点:
与炉中钎焊和真空钎焊相比,不需要整体加热,钎焊后变形很小,对装配间隙不敏感,并且加热时间短,消耗小,成本低:与火焰钎焊相比,加热区窄,加热更为集中,热输入量小,热影响区窄,钎焊后变形小,尤其是对于薄壁工件,钎焊效果更为明显,电弧钎焊不会产生母材元素烧损现象。
电弧钎焊还具有节能高效的特点。由于氩气流对电弧具有压缩作用,热量较集中,加热升温速度快,钎焊接头在高温停留时间短,母材金属不易产生晶粒过大并使热影响区变窄,其组织与性能变化也较小,钎缝成形美观,速度快,钎焊接头强度较高:在钎焊镀锌钢板时,可防止锌层的严重破坏及锌的蒸发,钎缝耐腐蚀性能好。
对于电弧钎焊,当电极接正极,母材接负极时,因其特有的“阴极雾化”作用,能破碎和清洁钎缝表面的氧化膜,当电极接负极、母材接正极时,又因阳极斑点电离、高温蒸发,以及等离子电弧柱的热激发和易挥发污染物的蒸发作用具有净化作用。另外,电弧钎焊不需用钎剂,无钎剂腐蚀作用,不需要焊后清洗。
4电弧钎焊主要应用领域
(1)镀锌钢板的焊接
随着现代化工业的发展,应用抗腐蚀镀层板材的领域越来越广。在众多的钢铁防腐方法中,镀锌是一种非常有效且便宜的方法。大量镀锌薄板材用于汽车制造业、建筑业、通风和供热设施以及家具制造等领域。锌的熔点约为420℃,挥发温度为906℃,这不利于焊接,当电弧刚一接触到镀锌板就挥发了。锌的挥发和氧化会导致气孔、未熔合及裂纹,甚至影响电弧稳定性。因此,焊接镀锌板材最好是减少热输入量。采用电弧钎焊的焊缝具有抗腐蚀的性能,又由于钎焊温度低,减少了锌的蒸发,大大减少焊缝中的气孔,避免了母材金属的过量溶蚀,同时,工件变形小,焊接过程中不会产生飞溅,焊缝成形美观[7]。因此,电弧钎焊技术在镀锌钢板连接上有着广泛的应用空间,而且,现在逐渐在其他镀层金属板,比如镀锡等板材连接上得到了推广应用。
(2)薄壁件连接
目前,薄壁件对接焊的方法虽有若干种,但使用起来都不甚理想,TIG焊效率较低,普通钎焊则存在对对接缝隙、工件表面状态等都要求较严格的问题,熔化极气体保护焊由于本身的特点,使其难以实现在很小的电流及热输入的状态下工作,即便使用脉冲MIG焊,也极少应用于0. 8 mm以下钢板的对接焊中。而使用脉冲TIG钎焊的方法则可实现小至0. 3mm超薄钢板的对接焊(悬空平焊,无垫板),在对接间隙约0. 5 mm时,仍能较好地焊接钢板;使用MIG钎焊在几乎无电流状态下的熔滴过渡,焊接热输入量极低,不用背衬可焊接0. 3mm的薄板和超薄板,焊接变形小。电焊钎焊技术大量应用在薄壁件的连接及表面修复上,在减小工件变形和熔透,保证焊接质量和焊缝美观等方面,有着极具前途的应用前景。
(3)异种材料连接
异种材料连接结构就是两种不同的材料(包括金属和非金属、复合材料、化合物等),通过一定工艺连接到一起,形成一个完整的具有一定使用性能的结构。连接是异种材料连接结构广泛应用的关键环节,由于异种材料的物理、化学及力学性能方面存在着巨大的差异,对连接方法要求比较苛刻。使用常规熔焊方法进行异种材料连接,由于界面容易形成脆性化合物相,同时由于热物理性能不匹配产生残余应力,使得异种材料连接困难,而且还影响到接头组织、性能和力学行为。
而电弧钎焊技术是通过填充特制的钎料,母材不熔化(或者只有一种熔点低的金属熔化),避免了上述问题的发生,保证了焊接质量,同时操作方便灵活,不受工件形状限制,因此电弧钎焊在异种材料连接上得到了广泛的应用,主要用于铝合金与其他材料、铜与其他材料、钛合金与其他材料以及异种非金属材料等的连接上。
Copyright 2021 .All Rights Reserved.燕山大学材料综合实验教学示范中心
地址:河北省秦皇岛市河北大街西段438号 邮编:066004 电话:335-7074792
 微信公众号
微信公众号