
钎焊是采用比母材熔点低的金属材料作钎料,将焊件和钎料加热到高于钎料熔点,低于母材熔化温度,利用液态钎料润湿母材,填充接头间隙并与母材相互扩散实现连接焊件的方法。钎焊生产主要包括钎焊前准备、零件装配和固定、钎焊、钎焊后清理及质量检验等工序。其中,钎焊工序是形成良好的钎焊接头的决定性工序形成接头的过程也就是液态钎料填充接头间隙(简称填缝)并同母材发生相互作用和随后钎缝冷却结晶的过程。钎焊的基本原理就是关于这些过程的原理。
1液态钎料的填缝过程
由实践得知,钎焊时并非任何液体金属均能填充接头间隙。也就是说,必须具备一定的条件,此条件就是润湿作用和毛细作用。
(1)钎料的润湿作用润湿是液相取代固相表面的气相的过程。按其特征可分为浸渍润湿、附着润湿和铺展润湿,各种情况下所需要的力(或功)不同。当液态处于自由状态下,为使其本身处于稳定状态,他力图保持球形的表面。而当液体与固体相接触时,这种情况将发生改变,其变化取决于液体内部的内聚力和液固两相间的附着力,当内聚力大于附着力时,液体不能粘附在同体表面上;当附着力大于内聚力时,液体就能粘附在固体表面,即发生润湿作用。
衡量液体对母材润湿能力的大小,可用液相与固相接触时的接触夹角大小来表示液固两相的切线夹角θ即为润湿角(接触角)。液滴在固体上处于稳定状态时,有:
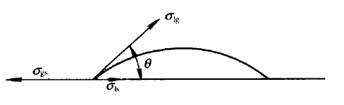
图1液滴在母材稳定时的接触角
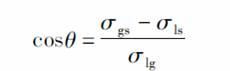 (式1)
(式1)
式(1)中:
σgs———气相与固相间的界面张力(也称表面张力);
σls———液相与固相间的界面张力;
σlg———液相与气相间的界面张力(也称表面张力)。
当σgs> σls时,cos θ为正值,即0°<θ<90°,这时液体能润湿固体;当σgs< σls时,cos θ为负值,即90°<θ<180°,这时可认为液体不能润湿固体;θ=0°时,表示液体完全润湿固体;θ=180°,表示完全不润湿。钎焊时,钎料的润湿角应小于20°,上述液体与固体相互润湿的前提是他们之间无化学反应发生。
(2)毛细作用在实际生产中,绝大部分钎焊过程是毛细钎焊过程,即钎焊时液态钎料不是单纯地沿固态母材表面铺展,而是流入并填充接头间隙。通常间隙很小,类似毛细管。钎料就是依靠毛细作用而在间隙内流动的。因此,钎料的填缝效果还与毛细作用有关。将间隙很小的平行板插入液体中时,液体在平行板的间隙内会自动上升或下降。当液体能润湿平行板时,间隙内液体会上升;否则,会下降。显然,只有当液态钎料对具有母材很好的润湿能力时,才能实现填隙作用。
其次,液体沿间隙上升的高度与间隙大小成反比,随着间隙减小,上升高度增大。因此,为使液态钎料能填充全部接头间隙,必须在设计和装配钎焊接头时保证小的间隙。按一般物理概念,液体在平行间隙的毛细流动的上升或下降高度(或填缝长度)h及流动速度υ可用下式表示:
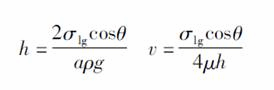 (式2)
(式2)
式2中:
a———平行板间隙;
ρ———液体密度;
μ———液体粘度;
g———重力加速度。
上述规律只能定性地说明毛细填缝与液体性质、间隙有关,也是在液体与固体没有互相作用条件下得到的。在实际填缝过程中,液态钎料与固态金属母材间存在着溶解、扩散作用,致使液态钎料的成分、密度、粘度和熔点都发生变化。此外,按理想状态,液体在平行板毛细间隙中的填缝是自动进行的过程,即填缝过程中扩大固液界面面积、减少固气界面面积是释放能量的自发过程,而且液体填缝速度应该是均匀的,液体流动前沿形状是规则的。但是,实际钎焊填缝过程与其完全不同,如图2。
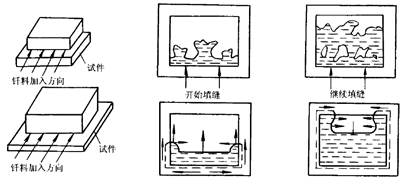
图2实际钎料填缝过程示意图
(3)影响钎料毛细填缝的因素在实际生产中发现,钎料的毛细填缝可受很多因素的影响,主要因素有:
a钎料和母材成分:若钎料与母材在液态和固态下均不发生物理化学作用,则他们之间的润湿作用就很差;若钎料与母材相互溶解或形成化合物,则液态钎料就能很好地润湿母材。料润湿作用的好坏,也能评价毛细填缝作用的好坏。
b钎焊温度:随着加热温度的升高,液态钎料与气体的界面张力减小,液态钎料与母材的界面张力也降低,这两者均有助于提高钎料的润湿能力。但是钎焊温度不能过高,以免造成溶蚀,钎料流失和母材晶粒长大等现象。
c母材表面氧化物:在有氧化物的母材表面上,液态钎料往往凝聚成球状,不与母材发生润湿,也不发生填缝。这是因为覆盖着氧化物的母材表面比起无氧化物的洁净表面来说,与气体之间的界面张力要小得多,致使出现不润湿现象。所以,必须充分清除钎料和母材表面的氧化物,以保证发生良好的润湿作用。
d母材表面粗糙度:母材表面的粗糙度,对钎料的润湿能力有不同程度的影响。钎料与母材作用较弱时,他在粗糙表面上的纵横交错的细槽对液态钎料起了特殊的毛细作用,促进了钎料沿母材表面的铺展。但对于与母材作用比较强烈的钎料,由于这些细槽迅速被液态钎料溶解而失去作用,这些现象就不明显。
e钎剂:钎焊时使用钎剂可以清除钎料和母材表面的氧化物,改善润湿作用。钎剂往往又可以减小液态钎料的界面张力。因此,选用适当的钎剂对提高钎料对母材的润湿作用是非常重要的。
f间隙:间隙是直接影响钎焊毛细填缝的重要因素。毛细填缝的长度或高度与间隙大小成反比,随着间隙减小,填缝长度增加;反之减小。因此毛细钎焊时一般间隙都较小。
g钎料与母材的相互作用:实际钎焊过程中,只要钎料能润湿母材,液态钎料与母材或多或少地发生相互溶解及扩散作用,致使液态钎料的成分、密度、粘度和熔化温度区间等发生变化,这些变化都将在钎焊过程中影响液态钎料的润湿及毛细填缝作用。
2钎料与母材的相互作用
液态钎料在毛细填缝过程中与母材发生相互物理化学作用。这种作用可以归结为两种,一种是固态母材向液态钎料的溶解;另一种是液态钎料向母材的扩散。这些相互作用对钎焊接头的性能影响很大。
(1)母材向钎料的溶解如果钎料和母材在液态下是能够相互溶解的,则钎焊过程中一般发生母材溶于液态钎料的现象。溶解作用对钎焊接头质量的影响很大。母材向钎料的适当溶解可改变钎料的成分。如果改变的结果有利于最终形成的钎缝组织,则钎焊接头的强度和延性可以提高;如果母材溶解的结果在钎缝中形成脆性化合物相,则钎缝的强度和延性降低。母材的过度溶解会使液态钎料的熔化温度和粘度提高,流动性变坏,导致不能填满接头间隙。有时,过量的溶解还会造成母材溶蚀缺陷,严重时甚至出现溶穿。
(2)母材向钎料溶解作用的大小取决于母材和钎料的成分(即他们之间形成的状态图)、钎焊温度、保温时间和钎料数量等。如果母材的溶解有助于在钎缝中形成共晶体,则母材的溶解作用比较激烈,母材元素在钎料中的溶解度小,也比较容易发生溶解。温度愈高,保温时间愈长,钎料量愈多,溶解作用也进行得愈激烈。
(3)钎料组分向母材的扩散钎焊时,在母材向液态钎料溶解的同时,也出现钎料组,分向母材的扩散。扩散以两种方式进行,一种是体积扩散;此时钎料组元向整个母材晶粒内部扩散。另一种是晶间扩散,这时钎料组元扩散到母材的晶粒边界。体积扩散的结果是在钎料与母材交界处毗邻母材一边形成固溶体层,他对钎焊接头不会产生不良影响。晶间扩散常常使晶界发脆,对薄件的影响尤为明显。应降低钎焊温度或缩短保温时间,使晶间扩散减小到最低程度。
(4)钎焊接头的显微组织由于母材与钎料间的溶解与扩散,改变了钎缝和界面母材的成分,使钎焊接头的成分、组织和性能同钎料即母材本身往往有很大的差别。钎料与母材的相互作用可以形成下列组织:固溶体,化合物,共晶体等。
Copyright 2021 .All Rights Reserved.燕山大学材料综合实验教学示范中心
地址:河北省秦皇岛市河北大街西段438号 邮编:066004 电话:335-7074792
 微信公众号
微信公众号