
⑴ 直流分量的产生及其危害
交流钨极氩弧焊通常用的是50Hz的工频交流电,电源电压每秒钟有100次经过零点,100次改变方向。因此,电极和母材的极性是在连续交替的变化过程中。
在交流电弧的情况下,由于电极和母材的电、热物理性能以及几何尺寸等方面存在着差异,造成在交流电两半周中的弧柱电导率、电场强度和电弧电压不对称,使电弧电流也不对称。在钨极是阴极的半周,因钨极能被加热到较高的温度,使其逸出功较低,有较强的是电子发射能力,则负半波(即钨极为负的半波)时的再引燃电压和电弧电压都较低,通电时间相对较长,电流值也较大。而正半波时(即钨极为正的半波),母材为负极。由于不能被加热到较高的温度,故发射电子能力很弱,再引燃电压和电弧电压都较高,通电时间也相对较短且电流较小。这样在钨极为负的半波回路电流大,母材为负的半波电流小,形成电弧的整流作用,在回路中有直流分量IDC成份。
不难理解,如果母材与电极的电、热物理性质相差越大(如钨和铝),则直流分量越大。反之,母材与电极的电、热物理性质相差不大,两者散热能力的差异只是由于几何尺寸不同所引起的,则上述不对称情况就不显著,直流分量就小。
直流分量的方向与钨极为阴极的半周内的电流方向相同,由母材流向钨极,相当于在焊接回路中存在着一个正极性直流电源。
直流分量的存在,一方面减弱了阴极破碎作用,另一方面在焊接变压器的铁芯中相应地产生了一部分直流磁通。这部分直流磁通叠加在原来的交流磁通上,使铁芯在一个方向上可能达到磁饱和状态,从而导致变压器的激磁电流大大增加。这一方面使变压器的铁损和铜损增加,效率降低,温升提高;另一方面还会使焊接电流的波形严重畸变,降低功率因数。这些都会给电弧的稳定燃烧带来不利影响,为此有必要采取技术措施消除直流分量。
通常采取的消除直流分量的方法有三种。
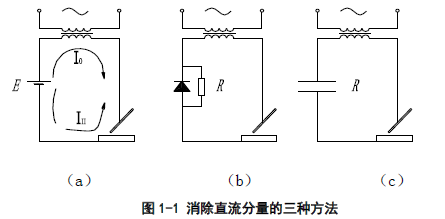
第一种方法:在焊接回路中串接一蓄电池E(图1-1a)。蓄电池的负极接焊件,这样它在回路中产生的直流电流将同焊接时的直流分量的方向相反。假设二者完全相等,就会全部抵消直流分量。通常,蓄电池的电压选用6伏,容量为300~600安小时。实际生产中由于焊件厚薄、大小不一,焊接规范自然也不相同,因而所产生的直流分量也不相等。可是蓄电池的电势是不能随意调节的,而且使用时间越长,电势越低,因而不可能完全抵消各种焊接规范下的直流分量。另外,蓄电池体积大而且笨重,使用日久还得重新充电,很不方便,因此它不是一个理想方法。它在较老的交流氩弧焊机中曾采用过,现已日渐被淘汰。
第二种方法:在焊接回路中串联一个整流二极管(图1-1b)。二极管的正极应与焊件相接,二极管的旁边再并联一个电阻R。这样,当工件在正极性的半周内,由于二极管的反向阻挡作用,焊接电流不能通过二极管,而只能通过与之并联的电阻R构成回路。由于串联了电阻R,所以本半周内的电流必然比不加电阻时减少。反之,当工件在反极性的半周内,焊接电流却能顺利地通过二极管,其数值不会减少。这样,人为地造成两半周内电路阻抗的不对称,也就是能够减弱或完全消除原来存在的焊接电流的不对称,即能够减弱或消除直流分量。硅整流二极管的容量应根据焊机的最大焊接电流来选择,电阻R可使用0.02欧左右的电阻丝。
这种方法结构简单、元件少、体积小,消除直流分量的效果也较好,其缺点是电流流经电阻R时要白白消耗一部分能量。同时,一个固定阻值的电阻R也不能完全抵消各种焊接规范下形成的直流分量。
第三种方法:在焊接回路中串联电容(见图1-1c)。大家知道若电容器的容量选得足够大的话,交流电流就可以通过,而直流电流则无法通过。因此,电路中串联电容可以起到隔离直流分量的作用,这种方法的隔直作用彻底,而且电容上基本不消耗能量,所以目前在钨极交流氩弧焊机中普遍得到应用。
⑵直流钨极氩弧焊
直流钨极氩弧焊没有极性变化,电弧燃烧很稳定,当采用直流正接时,钨极是阴极,钨极的熔点高,在高温时,电子发射能力强,电弧燃烧稳定性更好。
a.直流反极性
在直流钨极氩弧焊中很少应用直流反极性,但它有去除氧化膜的作用,可成功地焊接铝、镁及合金铝镁及合金表面存在一层致密难熔的氧化膜(如Al2O3,它的熔点为2050℃,而纯铝的熔点为657℃)覆盖在熔池表面坡口边缘,如不及时清除,焊接时会造成未熔合,会使焊缝表面形成皱皮或内部产生气孔、夹渣,直接影响焊接质量。反极性时,被焊金属的表面氧化膜在电弧的作用下,可以被消除掉,而获得表面光亮、美观、无氧化膜、成形良好的焊缝。这是由于阴极斑点具有自动寻找氧化膜的性质所决定的,因为金属氧化膜的逸出功小,容易发射电子,所以在氧化膜上容易形成阴极斑点并产生电弧。这种作用的关键条件是:阴极斑点的能量密度很高和阴极斑点有质量很大的正离子的撞击。直流正接时,母材是阳极,阳极斑点就没有这种条件,所以母材上的氧化膜是无法去除掉的。
据资料介绍,铝合金阳极斑点的电流密度为200A/c㎡,而阴极斑点的电流密度为106A/c㎡,阳极斑点的能量比阴极斑点小几百倍。同时,阴极斑点受到质量很大的正离子的撞击,而阳极斑点只受到质量很小的电子撞击,因此,阳极上的氧化膜是无法去除的。
但是,直流反接的热作用对焊接是不利的。因为,钨极氩弧焊时,对钨极来说,作为阳极产生的热量比作阴极时多。反极性时电子轰击阴极(钨极)、放出大量地热,很容易使钨极过热熔化。这时,假如要通过125A焊接电流,为不使钨极熔化,就需约6㎜直径的钨棒,由于在焊件上放出的热量不多,焊缝形状浅而宽,生产率低,而且只能焊接3㎜以下厚度的铝板。
b.直流正极性
钨极氩弧焊采用直流正极性时,有如下优点:①钨极上接受正离子轰击时放出的能量比较小,且由于钨极在发射电子时需要付出大量逸出功,总的来说,钨极上产生的热量比较少,因而不易过热,所以对于同一焊接电流,可以采用直径较小的钨棒。同样通过125A焊接电流,选用1.6㎜直径的钨棒就够了,而在直流反极性时需用6㎜直径的钨棒。②对于同样直径的钨棒,直流正极性可以使用更大电流,使焊缝变得深而窄,生产率高,工件的收缩应力和变形都小。③钨棒的高温发射电子能力很强,当采用小直径钨棒时,电流密度大,有利于电弧稳定燃烧。所以,电弧稳定性也比反极性的好。
总之,直流正极性的优点多。因此,除了焊接铝、镁及合金外,尽可能采用直流正极性。
Copyright 2021 .All Rights Reserved.燕山大学材料综合实验教学示范中心
地址:河北省秦皇岛市河北大街西段438号 邮编:066004 电话:335-7074792
 微信公众号
微信公众号