
⑴电弧能量参数对焊缝成形的影响
焊接电流(I)、电弧电压(U)和焊接速度(Vw)是决定焊缝成形的主要参数,生产中常把这三个参数定为自动焊的规范参数。
a.焊接电流(I)
焊接电流增加时,电弧的热功率和电弧力都增加。因此,熔池体积和弧坑深度都随电流增加而增加。
电流增加时,一方面是电弧截面略有增加导致熔宽增加;另一方面是电弧电压不变时弧长略有缩短,电弧挺度增加并潜入熔池,使电弧斑点扫描范围缩小,导致熔宽减小。在焊接电流较小时,随着焊接电流的增加,前一方面作用大些,所以熔宽略有增加。而在焊接电流较大时,随着焊接电流的增加,两个方面起的作用相差不多,因此,实际熔宽几乎保持不变。
电流增加时,焊丝熔化量增加。因此,焊缝余高也随之增加。
b.电弧电压(U)
其他条件不变时,电弧电压增大就意味着电弧长度的增加,使电弧斑点扫描范围扩大,导致熔宽增加。
从能量角度来看,是弧电压增加所带来的电弧功率提高,主要用于熔宽增加和弧柱的热量散失。电弧对熔池的作用力因熔宽增加而分散了,故熔深和增高都略有减小。
c.焊接速度(Vw)
焊接速度较小时,电弧力的作用方向几乎是垂直向下的。随着焊接速度增大,弧柱后倾,有利于熔池液体金属在电弧力作用下向尾部流动,使熔池底部暴露,因此熔深增加。
焊接速度较大时,随着焊速增加,从焊缝的热输入和热传导角度来看,焊缝的熔深和熔宽都要减小。
⑵电弧电压反馈自动调节系统
熔化极电弧焊时,为了维持弧长恒定以保持焊接规范参数值稳定,既可采用电弧自身调节系统,也可采用是弧电压反馈自动调节系统。
如果采用电弧电压反馈自动调节系统,当焊接过程中弧长发生波动而引起电弧电压变化时,将此变化量(或其一部分)反馈到自动调节系统的输入端,强制改变送丝速度,以消除弧长与电弧电压之间匹配的偏差,使之恢复到原来的稳定值。
电弧电压反馈自动调节方法目前主要用于变速送丝并匹配陡降外特性焊接电源的粗丝埋弧焊。
a.电弧电压反馈自动调节弧长的基本原理
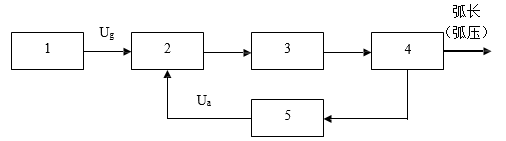
图3-1电弧电压反馈自动调节系统的方框图
1——给定元件;2——比较环节;3——送丝电动机;
4——送丝机构;5——弧压反馈装置
电弧电压反馈自动调节又称为均匀调节。当弧长波动而引起焊接规范偏离原来的稳定值时,是利用电弧电压作为反馈量,并通过一个专门的自动调节装置,强迫送丝速度发生变化。
例如:弧长增加,电弧电压就增大。通过反馈使送丝速度相应的增加,从而强迫使弧长恢复到原来的长度,以保持焊接规范参数稳定。
图3-1是电弧电压反馈自动调节系统的方框图。给定电压Ug的作用是使焊丝从焊件上回抽,反馈电压Ua的作用是使焊丝向焊件送丝。
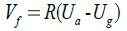
焊接过程中,焊丝的送丝速度由电弧电压Ua和给定电压Ug之间的差值来决定。可用下式表示:
式中:
Vf——送丝速度
R——电弧电压自动调节系统的放大系数(厘米/秒·伏),表示当电弧电压改变1伏时Vf的变化量。
焊接过程稳定进行时,送丝速度Vf与熔化速度Vm相等。即:
Vf=Vm
并且Ua—Ug保持恒定不变,自动调节系统不起作用。但是,当焊接过程受外界干扰引起弧长发生变化时,由图4-2可见,电弧电压Ua也就随着变化。
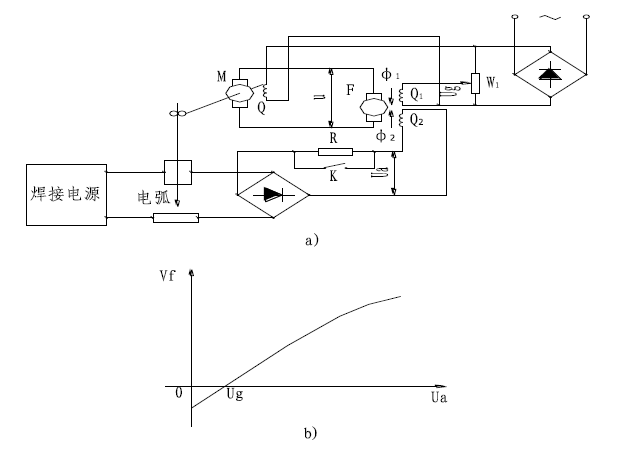
图 3-2 电弧电压反馈自动调节系统
a) 发电机-电动机系统 b) 调节器静特性
因此,Ua—Ug的值就要发生变化。并引起送丝速度跟着改变。例如弧长增加,则Ua值增大,结果使Vf增大;反之,则Vf减小。通过这种调节Vf的方法,使弧长强迫恢复到原来的稳定值。
b.是弧电压反馈自动调节系统的静特性曲线
用带有电弧电压调节器的送丝系统进行自动电弧焊时,在稳定的工作状态下应有
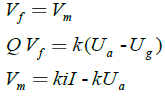
联立后可求得:
式中:
ki——熔化速度随焊接电流而变化的系数,其值取决于焊丝电阻率、直径、干伸长度以及电流数值(厘米/秒·安)
ku——熔化速度随电弧电压而变化的系数,其值取决于弧柱电位梯度、弧长的数值(厘米/秒·伏)
式1称为电弧电压反馈调节系统的静特性。它表示变速送丝自动电弧焊接过程中稳定电弧电压与焊接电流和给定控制量之间的关系,假定k、ki和ku为常数,则4-4式可看作一直线方程。并可求出
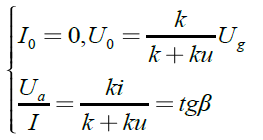
可见电弧电压调节系统静特性为一在电压坐标轴上有一截距U0的直线(图3-3)。其斜率(tgβ)和截距大小将取决于k、ki、ku和Ug的数值。
(ⅰ)当K足够大时,tgβ→0,系统静特性为接近于平行电流坐标轴的直线,焊机结构不同或改变K时其斜率随之而变。
(ⅱ)其他条件不变时增加Ug,系统静特性平行上移;减小Ug,平等下移。
(ⅲ)其他条件不变时减小焊丝直径或增加焊丝伸出长度时,ki增加使tgβ增加。
(ⅳ)焊丝材料或保护条件不同时,静特性斜率也不同。
Copyright 2021 .All Rights Reserved.燕山大学材料综合实验教学示范中心
地址:河北省秦皇岛市河北大街西段438号 邮编:066004 电话:335-7074792
 微信公众号
微信公众号