
1)接头设计和坡口加工
2)接头组装
3)焊接衬垫(钝边,打底焊缝,铜衬垫,陶瓷衬垫,焊剂垫,衬带,垫板)
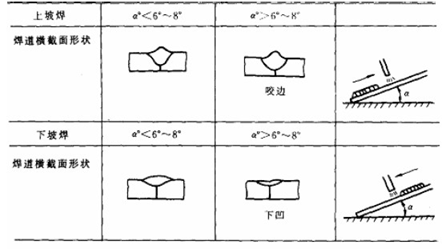
4)工件倾斜,如表3-1.
表3-1工件倾斜对焊道成形的影响
5)焊丝位置 对焊和厚板开坡口焊缝根部焊道焊接时,焊丝的中心垂线必须对准接缝的中心线,焊接不等厚对接焊头时,焊丝应适当向厚板侧偏移一定距离,如图3-4所示。

图3-4焊丝位置
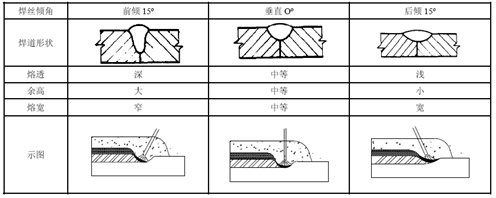
6) 焊丝倾角 如表 3-2 所示。
7)引弧和收弧最常用,最可靠的引弧方法是焊丝回抽引弧法。埋弧焊由于焊接熔池体积较大,收弧后会形成较大的弧坑,如不作适当的填补,弧坑处往往会形成放射性的收缩裂纹。
8)清渣
9)预热根据母材材料和厚度选择预热温度。
表3-2焊丝倾角对焊道成形的影响
Copyright 2021 .All Rights Reserved.燕山大学材料综合实验教学示范中心
地址:河北省秦皇岛市河北大街西段438号 邮编:066004 电话:335-7074792
 微信公众号
微信公众号