
1 CO2气体保护焊
细丝CO2气体保护焊时,熔滴呈短路过渡。焊接过程中,焊丝末端的熔滴长大到一定的大小,和熔池表面接触,造成焊接回路短路、电弧熄灭。随后由于电磁挤压力和表面张力的作用,焊丝末端和熔池中间的“液桥”形成细颈,进而熔滴完全落入熔池,焊丝末端出现间隙,电弧又被重新引燃如图2-1熔滴过渡过程。而射流过渡如图2-2。
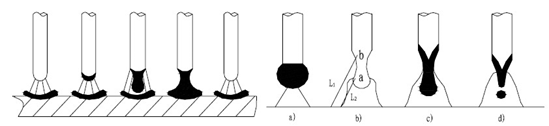
图2-1熔滴过渡过程 图2-2射流过渡形成机理示意图
在细丝CO2气体保护焊时,焊接回路里串联可调电感。如果把焊接回路看成是纯电感电路,则熔滴过渡所引起的焊接电流值和电弧电压值的变化(见图2-3)。图上的不同曲线表示不同的熔滴过渡阶段的焊接电流值与电弧电压值的变化:a、b线代表“液桥”形成细颈的阶段;b、c线代表“液桥”断裂的瞬时;c、d、e曲线代表电弧燃烧和熔滴长大的阶段;e和f点代表熔滴接触熔池、造成焊接回路短路的瞬时。细丝CO2气体保护焊时,焊丝均速送给,电弧的静特性曲线是上升曲线。为了使电弧稳定燃烧,焊接电源应具有平直的外特性曲线。但是,如果焊接电源仅仅具有平直的外特性曲线是不够的,要保持滴正常过渡,减少金属飞溅,使焊接电源的动特性能够适应熔滴短路过渡的特点,焊接电源必须给焊接回路提供一定大小的电感。
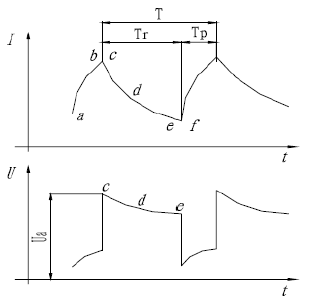
图2-3熔滴过渡过程中焊接电流与焊接电压随时间变化示意图
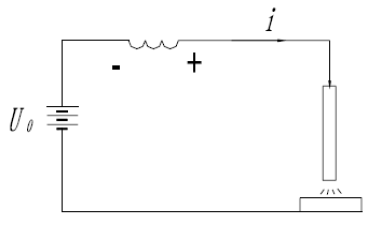
图2-4焊接回路的等效电路
图2-4表示电源电压为U0时焊接回路的等效电路图。
U−R0为电源电压为U0时的外特性曲线。在“液桥”形成细颈的过程中,电弧电压与焊接电流分别由U a、i a增大到Ub及ib,“液桥”断裂的同时,i b还来不及发生变化,但电弧电压由Ub急剧增高到Uc。电弧在弧长为L0时的列特性曲线为L0线,电弧工作点c是ib垂直线和L0线的交点。“液桥”断裂后,由于表面张力的作用,液态金属分别向焊丝和熔池收缩,弧长由L0急剧增长为L2,工作点c相应地移到c′点,焊接电流则由ic减小到ic′。但在此期间,由于焊丝的继续送进,弧长由L2缩短成L1,进而缩短成L0,然后在e处发生焊接回路的短路。
从以上分析可知,工作点c、c′、d及e处的电弧电压UH均高于电源电压U0,并且焊接电流在继续减小。电源电压U0和电弧电压UH的差值等于焊接回路的自感电势,即

若考虑熔滴过渡的一个周期,自感电势之和为零,所以电弧电压的平均弧压UHP等于电源电压,即
UHP=U0
相当于UHP的电弧长度为L,于是,静特性曲线L与电源外特性曲线交于P点。
综上所述,可知细丝CO2气体保护焊时,调节平均弧压UHP主要靠调节电源电压U0来实现,而调节焊接电压要先靠调节送丝速度来实现。
细丝CO2气体保护焊时,焊接过程的稳定性受到许多因素的影响。熔滴短路过渡焊接时,应当特别重视对于焊接电源动特性的要求。衡量电源动特性的主要参数有焊接回路短路瞬间的电流增长速度di/ dt,短路电源的峰值Imax和“液桥”断裂后焊接电压的恢复速度du/ dt。Di/ dt的值过小使“液桥”不能迅速断裂,连续送进的焊丝会插入熔池,焊丝外伸部分长时间内保持很大的电流密度,焊丝便会红热软化而成段爆断,di/ dt的值过大使短路电流增长太猛,熔滴和熔池金属会便发生强烈的飞溅。短路电流的峰值Imax应足够大,这样才有利于“液桥”迅速断裂及随后的电弧再燃。焊接电压的恢复速度du/dt应能保证在“液桥”断裂后,焊接电压恢复到25V的时间不超过0.05s。
实践证明,在熔滴短路过渡焊接时,平特性的焊接电源能获得较大的电流增长速度di/ dt及短路电流峰值Imax。
选用恰当的焊接规范参数和参数匹配,也是保证焊接过程稳定的重要因素。
焊接过程中熔滴的过渡情况,除凭借感性经验作粗略的判断以外,精确的直接观测是用高速摄影拍下焊接区的动态。其它如利用示波器显示电弧电压和焊接电流的变化特征,利用频率计记录熔滴过渡的频率等,也可以作为间接的判断。
Copyright 2021 .All Rights Reserved.燕山大学材料综合实验教学示范中心
地址:河北省秦皇岛市河北大街西段438号 邮编:066004 电话:335-7074792
 微信公众号
微信公众号