
首先用被焊材料加工成如图所式的试样,坡口才用机械切削加工。然后把两端各60mm范围内先用焊缝固定,焊接时要注意防止角变形和未焊透。固定焊缝为双面焊接,要保证填满。
试验焊缝采用手弧焊或自动送进焊条电弧焊,但要注意焊接时引弧、熄弧方式并应离开拘束焊缝2~3mm,如图2所式。试验焊缝可在各种不同温度下施焊,焊后静止24h再检测和解刨。焊接工艺参数为:焊条直径4mm,焊接电流170±10A,电弧电压24±2V,焊接速度150±10mm/min。检测裂纹可用肉眼和放大镜来观察焊接接头的表面和断面上是否存在裂纹,并用下述方法分别计算出表面裂纹率,试样上裂纹长度。计算的示意图见图2。

图1.斜Y形坡口焊接裂纹试验用试样形状及尺寸
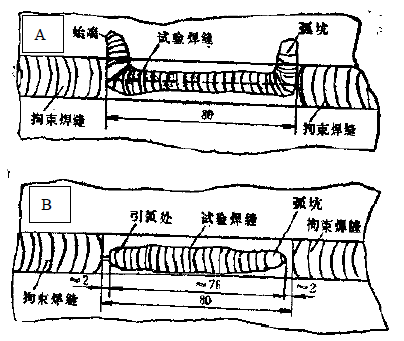
图2.试验焊缝的焊接方式a)手弧焊 b)自动送进焊条电弧焊
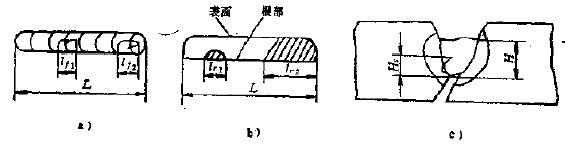
图3.试样上裂纹长度计算
a)表面裂纹;b)根部裂纹;c)端面裂纹
表面裂纹率:
中Cf—表面裂纹率(%);
∑Lf—表面裂纹长度之和(mm);
L—试验焊缝长度
根部裂纹率:试样先经着色检验,然后拉断或弯断。
式中Cr—根部裂纹率(%);
∑Lr根部裂纹长度之和(mm);
断面裂纹率:
在试验焊缝上切下4~6块试片,检查5个断面上的裂纹深度。
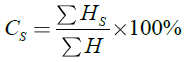
式中CS—断面裂纹率(%)
∑HS—5个断面上裂纹深度之和
∑H—5个断面焊缝最小厚度之合(mm)。
如果保持焊接规范不变而采用不同的预热温度进行试验时,可以测的防止冷裂纹的临界预热温度,以此作为冷裂纹敏感性的指标之一。
斜y坡口对接裂纹试验的特点:
接头拘束度大,根部尖角又有应力集中,因此认为试验中表面裂纹率小于20%,则用于生产就是安全的。斜y坡口对接裂纹试验一般用于评价打底焊缝及其热影响区冷裂纹倾向。而对于焊缝金属则用直角坡口对接裂纹试验。其实验方法及程序同斜y坡口。
Copyright 2021 .All Rights Reserved.燕山大学材料综合实验教学示范中心
地址:河北省秦皇岛市河北大街西段438号 邮编:066004 电话:335-7074792
 微信公众号
微信公众号