
1电阻焊
待焊件装配成搭接接头,并被压紧在两电极之间,利用电阻热熔化母材金属,使之熔化,形成焊点的连接方法,称之为电阻焊。电阻焊的基本原理符合焦耳热定律,即产生的热量Q由公式Q=I2Rt决定(I是通过金属焊件的电流,R是金属母材和接触面上的电阻,t是焊接时间)。
2 电阻焊焊接过程分析
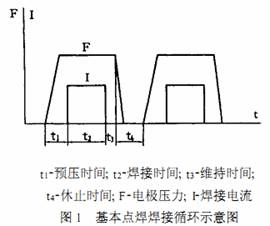
电阻焊焊接过程,即是在热与机械力作用下形成焊点的过程。热作用使焊件贴合面母材金属熔化,机械力作用使焊接区产生必需的塑性变形,二者适当配合和共同作用是获得优质点焊接头的基本条件。基本点焊焊接循环由四个阶段组成(见图1)。
(1)预压阶段:从电极压力上升到焊接电流开始导通的时间。此阶段的特点为电极被加上一定的压力,焊接电流为零,其作用是在电极压力的作用下清除一部分接触表面的不平和氧化膜,为焊接电流的顺利通过和形成熔核做好准备。预压时间的设定应保证电极压力能达到满值并稳定,否则电极压力过低或不稳定就进入通电阶段,会产生飞溅或工件击穿现象。
(2)焊接阶段:焊接电流通过并产生熔核的时间。此阶段的特点为电极压力恒定,焊接电流恒定。其作用是在热力作用下获得需要的熔核尺寸。焊接时间由具体的工艺条件如焊件材料、焊件厚度、表面状态等确定,是形成熔核尺寸大小的关键因素之一。
(3)维持阶段:焊接电流切断,电极压力继续保持的时间。此阶段的特点为电极压力恒定,焊接电流为零,其作用是在电极压力作用下熔核凝固冷却结晶。维持时间应保证熔核完成凝固结晶过程。凝固过程时间很短,黑色金属薄件小于5周波。
电阻焊连接接头的形成过程:将焊件压紧在两电极之间,施加电极压力后,阻焊变压器向焊接区通过强大的焊接电流,在焊件接触面上形成的物理接触点随着通电加热的进行而逐渐扩大。塑变能与热能使接触点的原子不断激活,接触面逐渐消失。继续加热形成熔核,结合界面迅速消失。停止加热后,核心液态金属以自由能最低的熔核边界为晶核开始结晶,然后沿与散热相反方向不断以枝晶形式向中间延伸,直至生长的枝晶相互接触,获得牢固的金属键结合。
(4)休止阶段:电极提起到电极再次接触接缝的时间。只在连续自动点焊时起作用。点焊规范参数是实现优质焊接的重要条件。规范参数的选择主要取决于金属材料的性质、板厚及所用设备的特点。
3影响电阻焊的主要焊接参数
工频交流点焊机应用普遍,其主要规范参数有焊接电流、焊接时间、电极压力及电极头端面尺寸。点焊时,各规范参数的影响是相互制约的。当电极材料、端面形状和尺寸选定以后,焊接规范的选择主要是考虑焊接电流、焊接时间及电极压力这三个参数。
1)焊接电流
焊接电流是微型电阻焊中最具影响力的参数,由焦耳热定律可知,焊接过程的总热量与电流的平方成正比。一般而言,接头强度随着焊接电流的增加而增大,但过高的电流会软化热影响区,导致焊接飞截、电极粘连甚至损毁。电阻焊常用的焊接电源有工频或高频交流电、三相整流直流电、电容储能式电源和近年兴起的高频逆变电源等。通常采用焊接电流的均方根值来设置焊机参数和进行加工控制。由于“打火”现象常常在焊接过程的最初阶段发生,因此,在应用直流电源时采用具有上沿波形的焊接电流可以减少“打火”和电极粘连的发生。
2)焊接时间
焊接时间与产热量成正比。由于焊件尺寸的差异,电阻焊应用的焊接时间通常为几十毫秒,更短的甚至只有几毫秒(如电容储能式电源)。由于热量向外传递和辐射损失,为使得焊接成功必须规定最小的焊接电流和焊接时间。如果焊接电流设置过小,单纯地延长焊接时间也无法形成接头。焊接电流超过某一临界值后,熔核开始出现并随时间的延长而增大,但如果焊接时间设置过长,亦会出现喷溅和电极粘连现象。
3)电极压力
电极压力主要通过对接触面积和接触电阻的影响来作用电阻焊过程。在其他焊接条件不变的情况下,加大电极压力会使得两焊件实际接触面积增加,使接触电阻和电流密度减小,从而使熔核尺寸变小;但过小的电极压力会增大接触电阻使得热量急剧产生,导致喷溅甚至无法形核。常规电阻焊,通常电极压力大约1000-2000N,电阻点焊中熔核直径与电极头直径相当。
4)表面镀层与表面粗糙度
焊件材料的表面状况对电阻焊过程和焊接质量也有重要影响。这些涂镀层不仅使焊接过程变得复杂,而且在实际生产中由于缺乏相应焊接规范的指导,使得焊接参数的选取更为困难。表面粗糙度也是电阻焊实施中应当严格控制的一个因素。
焊接电流和焊接时间要适当配合,当采用大焊接电流、短焊接时间参数时称硬规范,而采用小电流、长焊接时间参数时称软规范。
软规范的特点是加热平稳,焊点强度稳定,可减少冷裂倾向,一般用于焊机容量不大、控制精度不高的场合。但软规范易产生焊点压痕深、接头变形大、表面质量差、电极磨损快、生产效率低、能耗大等缺点。当软规范配以较低的电极压力时,可在一定程度上克服或减轻软规范的缺点。
硬规范的特点与软规范基本相反。为提高表面平整度和劳动生产效率,在设备容量和控制精度允许的条件下,点焊工艺偏向使用硬规范。采用硬规范点焊工艺,其耗能仅为软规范的2/3。
调节焊接电流、焊接时间配合成硬、软规范时,必须相应改变电极压力,因硬规范所使用的电极压力明显大于软规范的电极压力。焊接电流和电极压力要适当配合,这种配合以不产生喷溅为主要依据。电极压力选择过大会造成焊接区过宽,导致焊接质量不稳定。而电极压力不足时,加热速度会过快引起喷溅,使接头质量严重下降。
4电阻焊的特点:
(1)优点:电阻焊时,熔核的形成,始终被塑性环包围,熔化金属与空气隔绝,冶金过程简单;加热时间短、热能量集中,故热影响区小,变形与应力也小,通常在焊后不必矫正和热处理;不需焊丝、焊条等填充金属,成本低;操作简单,易于实现机械化和自动化;生产效率高。
(2)缺点:缺乏可靠的无损检测方法;接头的抗拉强度和疲劳强度均较低;设备功率大,投入成本大,维修较困难。
5电阻焊电源具有如下特点:
1)由于电源对工件要提供瞬时大电流,因而要求电源二次电压低(固定式焊机不超过12V,分体悬挂式点焊机不超过24V)。回路阻抗小(一般在几微欧到几十微欧内)。
2)功率大(变压器功率一般在几十到几百kVA,甚至可达上千kVA)。且具有较好的调节性能。调节方便,控制精确。
3)工作不连续。电阻焊电源的负载持续率比一般弧焊电源低。
在电阻焊电源中,控制其焊接电源大小及通电时间长短一般采用电磁接触器或电力电子器件(如晶闸管、IGBT等)作为主电路开关调节器件。其常用主电路如图2所示。
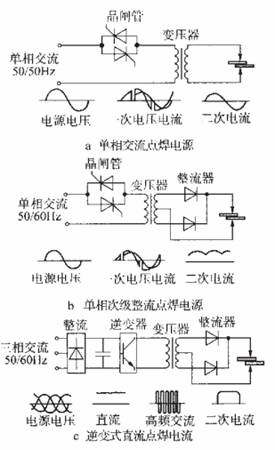
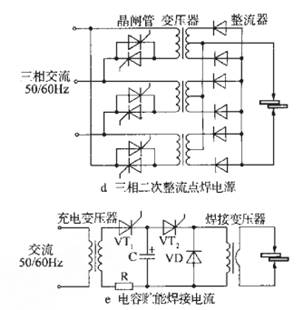
图2常用电阻焊电流主电路
电阻焊机控制系统除能对电源的电流大小和通电时间进行精确控制外,对不同种类的焊机由于焊接要求的不同,其电源通电方式和电极压力的控制方式也应有所变化,控制系统能对其方式和变化进行精确地控制,以使被焊工件达到焊接工艺要求的目的。
6电阻焊工艺要求
使用电阻焊时,应注意以下几点:
(1)焊前工件表面的清理。工件表面的氧化膜、油污和其它杂物增大了接触电阻,过厚的氧化皮可造成电流不通,在局部导通时,会因电流密度过大而产生飞溅和表面烧损。
(2)工件装配时一般采用夹钳夹紧定位或采用二氧化碳保护焊点固。装配间隙必须尽可能小,因为靠压力消除间隙将消耗一部分电极压力。间隙不均将引起电极压力波动,从而引起焊点强度波动,过大的间隙还会引起严重飞溅。
(3)电极与工件的接触面积决定电流密度。随着电极的磨损和变形,接触面积增大,电流密度减小,焊点强度下降。电极端面尺寸必须合适,电极端面尺寸大,电流密度减小,熔核不能形成。电极端面尺寸小,会使熔核尺寸减小,甚至会因电流过于集中而烧损电极。电极头表面要光洁平整,电极表面不平,强大的电流在某些接触点上流过,会将电极烧熔喷溅,过早报废。
(4)一般要求点焊具有一定的强度,而强度取决于熔核直径和焊透率以及缺陷情况。
电阻焊接头质量的无损检验较为困难,因此,控制点焊工艺过程的各项规范参数非常重要,应严格按规范操作。点焊的破坏性检验可用撕破焊点实验粗略评估。优质焊点的标志是在撕开试样(保证没有环向裂纹)的一片上有圆孔,而另一片上有圆凸台。也可用强度实验进行测试。由于蒙皮要求表面平整,因此还要控制焊点的压坑深度。
7电阻焊应用
电阻焊适合于构件多为薄钢板件的接缝或钢板与骨架的接缝。微型电阻焊可用于电子产品,马达末端,卤电灯的点焊。
8电阻焊机的基本工作原理
电阻焊是以强大的电流通过被焊金属,利用被焊区电阻(主要是接触电阻)产生热量并施加压力的方法,将熔融的塑性状态金属挤压而焊合的一种焊接设备。焊接区所产生的热量可根据“焦尔定律”确定
![]()
式中i(t)为通过焊接区的瞬时电流值(单位:A);R(t)为两电极间的总电阻,包括工件电阻与接触电阻(单位:Ω),是时间的函数;t为焊接电源流通时间(单位:s)。
以有效值表示,上式可简化为
Q=I2Rt
电阻焊机按其焊接方式的不同,一般有点焊机、凸焊机、缝焊机和对焊机等几种类型。采用的电源有工频、低频、直流冲击波、二次侧整流与电容储能等。
电阻焊机一般由供给焊接热能的阻焊变压器、二次电压调节机构、焊接回路、焊接电流通电时间和焊机操作程序的控制调节装置,以及对焊件施压、平紧或移动的机械传动装置等几部分组成。其控制装置图如图3所示。
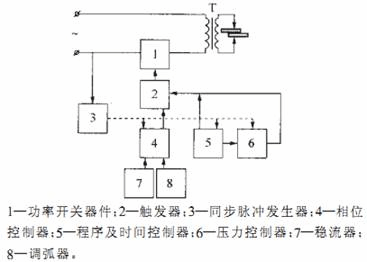
图3电阻焊机控制装置图
Copyright 2021 .All Rights Reserved.燕山大学材料综合实验教学示范中心
地址:河北省秦皇岛市河北大街西段438号 邮编:066004 电话:335-7074792
 微信公众号
微信公众号