
焊接性的评价
2.1碳当量法
1.国际焊接学会推荐CE
碳当量是把钢中的合金元素(包括碳)的含量,按其作用换算成碳的相对含量。国际焊接学会推荐的碳当量(CE)公式为:

式中,w(C)、w(Mn)等-碳、锰等相应成分的质量分数(%)。
当CE<0.4%时,钢材的塑性良好,淬硬倾向不明显,焊接性良好。在一般的焊接技术条件下,焊接接头不会产生裂纹,但对厚大件或在低温下焊接,应考虑预热;当CE在0.4~0.6%时,钢材的塑性下降,淬硬倾向逐渐增加,焊接性较差。焊前工件需适当预热,焊后注意缓冷,才能防止裂纹;当CE>0.6%时,钢材的塑性变差。淬硬倾向和冷裂倾向大,焊接性更差。工件必须预热到较高的温度,要采取减少焊接应力和防止开裂的技术措施,焊后还要进行适当的热处理。
2.美国焊接学会推荐Ceq

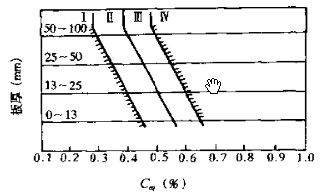
图1.焊接性与碳当量的关系
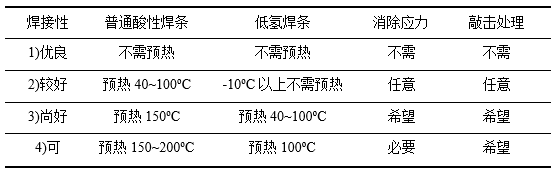
表1.焊接性与焊接条件
2.2冷裂纹敏感系数法冷裂纹敏感系数的其计算式为:

式中PW-冷裂纹敏感系数;h-板厚;[H]-100g焊缝金属扩散氢的含量(mL)。
冷裂纹敏感系数越大,则产生冷裂纹的可能性越大,焊接性越差。
2.3低碳钢的焊接
低碳钢的CE小于0.4%,塑性好,一般没有淬硬倾向,对焊接热过程不敏感,焊接性良好。
2.4中、高碳钢的焊接
中碳钢的CE一般为0.4%~0.6%,随着CE的增加,焊接性能逐渐变差。高碳钢的CE一般大于0.6%,焊接性能更差,这类钢的焊接—般只用于修补工作。为了保证中、高碳钢焊件焊后不产生裂纹,并具有良好的力学性能,通常采取以下技术措施:
1)焊前预热、焊后缓冷焊前预热和焊后缓冷的主要目的是减小焊接前后的温差,降低冷却速度,减少焊接应力,从而防止焊接裂纹的产生。预热温度取决于焊件的含碳量、焊件的厚度、焊条类型和焊接规范。
2)尽量选用抗裂性好的碱性低氢焊条,也可选用比母材强度等级低一些的焊条,以提高焊缝的塑性。当不能预热时,也可采用塑性好、抗裂性好的不锈钢焊条。
3)选择合适的焊接方法和规范,降低焊件冷却速度。
2.5普通低合金钢的焊接
屈服强度294~392MPa的普通低合金钢,其CE大多小于0.4%,焊接性能接近低碳钢。焊缝及热影响区的淬硬倾向比低碳钢稍大。常温下焊接,不用复杂的技术措施,便可获得优质的焊接接头。当施焊环境温度较低或焊件厚度、刚度较大时,则应采取预热措施,预热温度应根据工件厚度和环境湿度进行考虑。焊接16Mn钢的预热条件如表1所示。
强度等级较高的低合金钢,其CE=0.4~0.6%,有一定的淬硬倾向,焊接性较差。应采取的技术措施是:
尽可能选用低氢型焊条或使用碱度高的焊剂配合适当的焊丝;按规范对焊条进行烘干,仔细清理焊件坡口附近的油、锈、污物、防止氢进入焊接区;焊前预热,一般预热温度超过150℃;焊后应及时进行热处理以消除内应力。

Copyright 2021 .All Rights Reserved.燕山大学材料综合实验教学示范中心
地址:河北省秦皇岛市河北大街西段438号 邮编:066004 电话:335-7074792
 微信公众号
微信公众号