
(一)为什么要进行焊接接头金相组织分析?
焊接时电弧在焊件与焊条之间进行燃烧,电弧温度高达4000℃~7000℃,使金属局部加热熔化,形成熔池,当电弧离开,周围冷金属导热熔池温度迅速下降,熔池凝固成焊缝。焊缝两端是受电弧加热的母材,母材受热组织发生变化,将这部分组织变化的金属称热影响区。从而形成焊接接头,如图1所示。
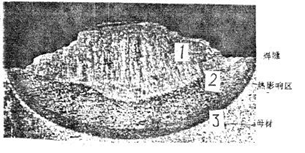
图 1 焊接接头
由于焊接接头各区经受了不同的热循环,所以各区组织不同。由于组织不同,导致机械性能变化,从中可以看出焊接接头组织分析是对机械性能鉴定不可缺的环节。
(二)焊接过程中钢的组织变化概况
焊接用钢多数是亚共析钢,例如16Mn、A3钢焊前供应状态为铁素体及珠光体,有人将这部分钢称不易淬火钢,焊接时熔池温度在1700OC左右,由于熔池温度处于过热状态,温度分布很不均匀,在冷却稍低于Ar3温度,在奥氏体晶界处形成完全扩散的高产物一块状(多边形)或网络状的铁素体一称晶界自由铁素体。过冷度很小时,主要以自发形核方式形成,由于新旧两相之间自由能差小,所以转变的孕育期长,成核率低,在具体长大条件时,晶体长得粗大,随冷度增加,晶界自由铁素体形态一大块变为厚薄不均匀的晶界网络。进一步增加过冷度(或降低形成温度)晶界铁素体网络变薄,但比较均匀,在一定过冷度下消失(转变被抑制)。
碳—锰系低合金钢焊缝中的晶界自由铁素体在1000℃开始形成,高温时铁素体呈块状,转变温度较低呈网状分布在奥氏体晶界处,其边缘圆钝,厚薄不均匀,铁素体网络也是由许多块状铁素体组成,因为增加过冷度或降低转变温度,使晶体自由铁素体成核率提高,形成许多块状铁素体,它们连续起来组成晶界铁素体网络,当形成温度更低时,棱角尖锐形似梳子状或锯齿状铁素体在局部地区形成,这里已经不是晶界自由铁素体,而是魏氏组织的一种,它是冷却速度较大,铁素体在奥氏体晶界所有部位形成,有的贯穿整个奥氏体晶粒,有些文献叫侧板条铁素体,例如低碳钢焊缝组织,如图2所示。

图 2 低碳钢焊缝×400
碳—锰系低合金钢焊缝中加入除Co、Al以外的其他合金元素,都会减少晶界自由铁素体。在过冷度较大条件下沿着奥氏体一定惯习面{111},析出来铁素体,称魏氏组织,魏氏组织铁素体是以切变机理形成在金相磨面上可以看出浮凸,可以在低碳钢焊缝粗晶区见到这种组织。例如图3所示:

图 3 粗晶区魏氏组织×400
由于焊接快速连续冷却及含碳量较少的低碳钢焊缝粗晶区是魏氏组织形成的有利条件。这种组织将降低焊接接头塑性及韧性,给焊接接头质量带来一定的影响,所以比较重要的焊接接头都需要对魏氏组织进行评定,例如图4为魏氏组织形成条件。
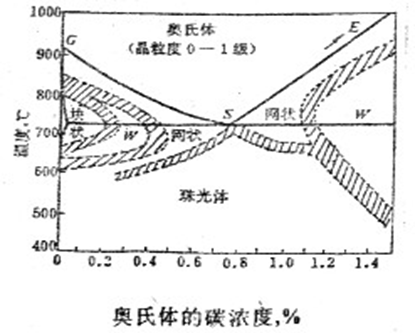
图 4 先共析相的形态与奥氏体的碳浓度及过冷度的关系
一般焊接易淬火钢时容易获得马氏体组织,马氏体组织是产生焊接冷裂纹的重要根源。为了避免马氏体产生,应掌握它的转变特点及组织形态具有十分重要的意义。
1.马氏体转变特点
钢加热到马氏体状态,以非常快的速度冷却下来,得到硬而脆的过饱和α—固溶体叫马氏体。马氏体转变是铁原子和碳原子都不能在扩散条件下进行,它是依靠切变机理进行转变造成原子不能扩散的主要原因,一马氏体转变温度低,二马氏体转变时间短。例如Ms点低于100℃的钢这时由于温度低,碳的原子不易扩散,铁原子里无法扩散,许多钢的Ms点都在200~450℃之间,有的在600℃以上,马氏体转变是在极冷的条件下进行,所以时间极短,原子来不及发生扩散从中可以看出马氏体,转变前后浓度不变,马氏体转变是晶体切变过程,在切变过程中完成晶格重构,由面心立晶格变成体心立方晶格,实际是位错运动过程。
2.马氏体组织形态
马氏体组织形态随钢中含碳量及合金元素多少主要分二种。
(1)板条马氏体
含碳量在0.04%~0.02%(wt%重量百分数)之间钢,淬火后能产生板条马氏体,在低碳钢和中碳合金钢焊缝及热影响区容易获得这种组织。在化学显微镜下观察板条马氏体晶体大约为0.5微米左右,呈宽条状,平行成束在奥氏体晶粒内,具有不同方位如图5所示:

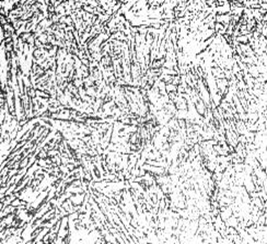
图 5 a 板条马氏体示意图 b 条状马氏体示意图
焊接过程中产生的马氏体不具有典型形态,其原因为焊接过程中快速不均匀加热和快速连续不均匀冷却给焊接接头各区带来各种各样不同的物理和化学不均匀性,有宏观的不均匀性,也有微观的不均匀性。由此可见,焊接接头是存在着形式各种不同马氏体的可能性,马氏体经常与贝氏体及针状铁素体混合在一起很难分辨组织真实面貌。在电子显微镜下观察板条马氏体,每个条状马氏体都有位错有人称位错马氏体。
(2)片状马氏体
碳的含量大于0.6wt%高碳钢及含镍量较高的合金钢,淬火后容易获得片状马氏体,在光学显微镜下观察,片状马氏体呈针状或竹叶状,白色亮针就是马氏体,暗色为残余奥氏体,一经回火片状马氏体变黒针,残余奥氏体变白色,如图6所示。
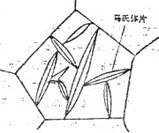

图 6 a 片状马氏体示意图 b 片状马氏体
焊接接头及热影响区产生的片状马氏体往往与板条马氏体、贝氏体混合在一起,片状马氏体很难腐蚀,打显微硬度证明它是马氏体(HV450-700)在电子显微镜下观察片状马氏体有大量孪晶,有人称孪晶马氏体。
3.马氏体的力学性能
马氏体的力学性能主要取决于含碳量及组织形态。(包括亚结构特点,原奥氏体晶粒大小)。如表1:
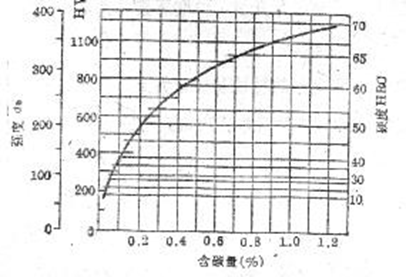
表 1 马氏体的硬度与含碳量之间关系
表1表示马氏体的硬度随含碳量的增加而增加。低碳马氏体硬度较低,高碳马氏体硬度较高,含碳量低于0.3%的马氏体主要靠固溶强化,因低碳马氏体的亚结构存在许多位错,过饱和固溶体的碳聚集在位错周围,起着钉扎位错的作用。使位错难于运动,马氏体呈现强化。随着马氏体的强度外,原奥氏体晶粒粗细和马氏体领域的大小对马氏体的强度也有一定影响。原奥氏体晶粒愈细,马氏体领域小,马氏体强度高。如表2。
4.马氏体的韧性
高碳马氏体硬度很高,但极脆,淬火时,无法测出抗拉强度淬火后的高碳马氏体工件,一拉就断,若不及时回火,还会自行开裂,说明高碳马氏体几乎没有韧性,其主要原因是亚结构孪晶所存在。
低碳马氏体具有相当的强度和良好的塑性和韧性特点。特别是低碳马氏体的Ms点较高,常呈现自回火现象,过饱和的碳在马氏体条内偏聚成弥散析出,具有较高的强度,又保持良好的韧性。随含碳量增加,马氏体孪晶成分增加,韧性迅速恶化。所以对焊接结构用钢来说,希望含碳量低一些,一般不超过0.2%,含碳量低的钢,临界冷却速度较高,不容易形成马氏体,即使形成低碳马氏体,组织并不脆,裂纹敏感性不大。对于含碳量较高的焊接结构件,必须采取预热工艺措施,以避免形成马氏体组织。
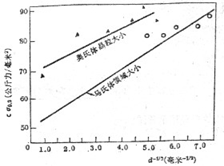
表 2 奥氏体晶粒粗细及马氏体领域大小(直径 d)对含 2%C 马氏体屈服强度的影响
(三)焊接热影响区组织
焊接结构从热处理特性分析,可以分为两类,一类为低碳钢含合金元素很少的某些低合金钢如16Mn、A3钢等称不易淬火钢;另一类含碳量较高或含合金元素较多的钢如30CrMnSi、45等称易淬火钢。
1.不易淬火钢热影响区组织划分
以A3钢为例,根据焊接热影响区组织特点及温度可分为四个区。
(1)熔合区
加热温度处于固相线和液相线之间(1400℃以上)焊接时,此区温度处于局部熔化状态,组织晶粒十分粗大,化学成分及组织成分都不均匀,冷却后的组织为过热组织,这个区域很狭,对于焊接接头的强度,塑性都有很大的影响,在许多情况下熔合线附近是产生裂纹和局部脆性破坏的根源。
(2)粗晶区
加热温度范围在1100℃~1300℃,由于加热温度高,奥氏体晶粒发生严重长大,冷却后得到粗大的过热组织。称过热区。它的塑性及韧性差,硬度高。见附图2。
(3)细晶区
焊接时加热温度在910℃~1300℃之间,加热时铁素体和珠光体全部转变为奥氏体发生金属重结晶,由于加热温度稍高于910℃时,奥氏体晶粒还未长大,冷却后得到细小的珠光体和铁素体相当热处理正火组织,称正火区或相变重结区。见附图3。
(4)部分相变区(不完全重结晶区)
加热温度范围为AC1~AC3,对于20钢的温度约为750~900℃,加热时,钢中的珠光体和部分铁素体转变为晶粒比较细小的奥氏体,但仍然保留部分铁素体。以后冷却时奥氏体转变为细小的铁素体和珠光体(称为重结晶区)而未溶入奥氏体的铁素体不发生转变晶粒比较粗大,(称不完全重结晶区)因而冷却后的组织晶粒大小极不均匀,并保留原组织中的带状组织。见附图4。
2.易淬火钢热影响区组织
这类钢如中碳钢(40、45)。
低碳调质钢(δs450~1000MPa)和中碳(0.25~0.45%C)调质钢等。这类钢由于含碳量较高或含有较多的合金元素,具有较高的淬透性,容易获得马氏体组织。
易淬火钢影响区组织划分:
(1)在加热超过AC3以上的温度区(相当不易淬火钢的过热区+正火区)由于淬透性高,焊后冷却时容易获得淬火组织,称淬火区。见附图7。
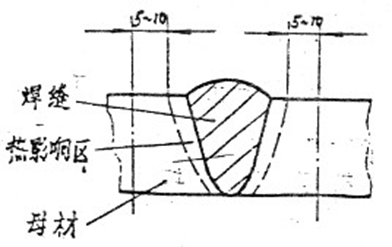
图 7 取样示意图
(2)加热到AC1~AC3温度之间的热影响区,在快速加热中铁素体几乎不发生变化,而珠光体转变为奥氏体,随后快速冷却过程中,这部分奥氏体发生了马氏体转变,原来铁素体保持不变,最后形成马氏体+铁素体,称不完全淬火区。见附图8。
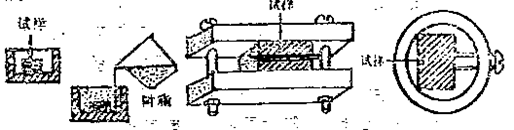
图 8 a 室温固化树脂 b 试样机械锒
(四)金相试样制备技术
1.试样切取部位
一般试样的部位根据材料的特点及检验的要求而定。选取试样的部位必须有代表性,它能代表被检验材料的组织特点,例如焊接接头试样的选取是焊接热影响区,一位焊接热影响区经受不同焊接热循环各区组织具有各自组织特征,选取这个部位有利分析和讨论。
2.试样切取方法
试样切取方法可以用手锯、机锯、电火花及线切割。用锯截取试样时,应不断用油或乳化液来浇湿试样,它可以避免锯齿过快磨损减少摩擦热。因为摩擦热会影响组织改变,例如高碳钢试样在截取时(焊接接头)受热不应高于149℃,低碳钢焊接接头不能高于66℃,对于铝合金焊接接头和铜合金焊接接头试样,由于材质较软,无论是锯或者是剪的时候距观察面要有一定的距离然后通过磨光抛光或除去因截取时引起的变形层,如果用砂轮切割机在截取试样的过程中不允许金属温度升高而影响观察组织。
3.试样的尺寸
试样的尺寸一般根据试件的板厚,焊接方法及检验的要求而定。试样尺寸太小,无论磨制还是抛光都很困难,试样太大,不便于握持和观察,一般焊件试样尺寸为整个焊缝截面和两边的热影响区,热影响区每边留出5~10毫米。如图7所示:
4.试样镶嵌方法
一般试样太小,试样板材太薄,手持试样在磨制时,有一定困难,有色金属因材质较软,在磨制时都需要镶嵌,但必须注意被磨制的试样和镶嵌的材质在硬度和耐磨度必须相近,若硬度和耐磨度差别太大,将磨制及抛光出来的试样不够平坦,影响观察效果。
一般镶嵌方法是在镶嵌机上用酚醛树脂,聚氯乙稀来镶嵌试样,也有环氧树脂灌试样如图8所示。
也可以用钢板制成夹子用螺钉将几片试样穿起来。
用螺钉穿起来的试样夹,它的缺点是,试样与试样之间的夹缝有可能嵌入磨料粉或者在腐蚀试样时,有留腐蚀液当试样干燥后有可能渗出污染物影响观察效果。
5.试样磨制
通过磨制可以去除在截取试样或镶嵌试样过程中造成的表面机械损伤并获得平整表面。
磨制分为以下几个步骤
(1)粗磨
将截取下来的试样可用锉刀或砂轮切割机磨平,粗磨时压力不能过大,压力过大将造成磨痕深,在表层产生很厚的金属变形层,增加细抛光时的困难。
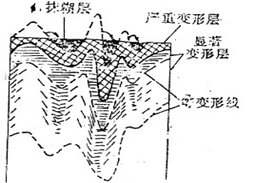
图 9 机械抛光过程表面损害层
(2)细磨
经过粗砂纸磨的试样放在玻璃板上,依次在各号砂纸上(180、240、400、600、800、1000目)磨去粗磨划痕,把表面金属变形深度减到最小。每更换一次砂纸时试样磨制方向应转动45~90℃,将上一道砂纸磨痕去除,但不能马上更换下一道砂纸,因为这时磨痕虽然去除,但变形层没有去除,应继续延长一倍磨制时间,只有这样才能有效的逐步减少磨痕直至光亮为止。
(3)机械抛光
钢及合金钢都含有一定量的碳及合金元素,由于材质较硬,不需要镶嵌直接用砂纸磨光后,选用三氧化二铬做抛光粉进一步消除在磨制过程中遗留下来的残痕,但在抛光过程中产生新的抛光层,如图9所示。
但与磨制时产生的损伤层相比小得多,为了很好的消除这些损伤层,需用手工鹿皮抛光。
(4)手工鹿皮抛光
手工鹿皮抛光采用氧化镁做抛光磨料,它的粒度细而均匀,外形锐利,它非常适合做铝镁软合金抛光。目前生产的氧化镁纯度不够,抛光时将氧化镁过滤后使用效果好。另外也可以用金刚石喷雾研磨剂抛光。
(5)焊接接头组织显示
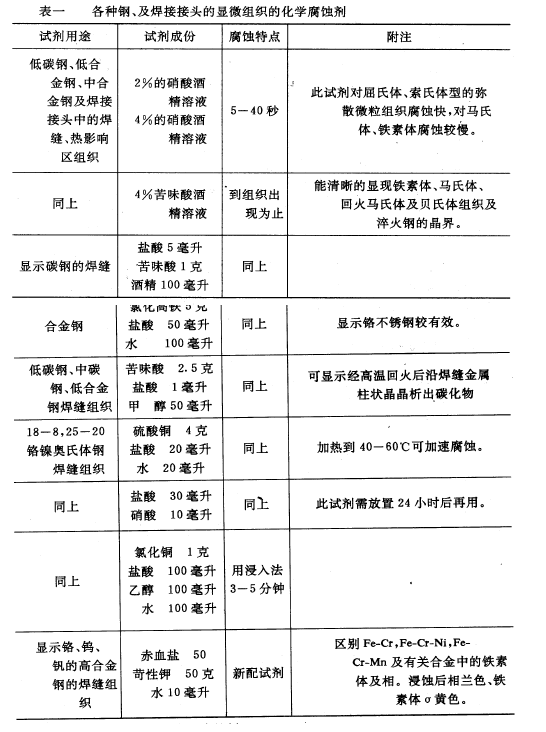
金属内部组织不一样,对于化学腐蚀剂敏感程度也不一样,所以金属组织经腐蚀后,呈现高低不平的表面,使金属组织有明显衬度。在显微镜下能认辨其各种组织形态特征,以下为焊接常用化学腐蚀剂。
Copyright 2021 .All Rights Reserved.燕山大学材料综合实验教学示范中心
地址:河北省秦皇岛市河北大街西段438号 邮编:066004 电话:335-7074792
 微信公众号
微信公众号