
1、选择8块尺寸均为厚度4~16mm×宽度150mm×长度300mm的试板,试板不开坡口,由任意两块试板组成一付对接试板,焊前采用手工电弧焊点固装配,焊点分别位于焊接边的两端和中间位置,焊点长度不起过10mm,两焊接边之间不留间隙。
2、焊前在试板上按图2所示的位置划线、冲眼,作为焊后测量接头收缩变形量的基准线。图中箭头所指为施焊方向,AB边或CD边、BC边或DA边可分别作为纵、横向收缩变形量测量的基准线。焊前四条边的长度(单位mm)如图中所标注。
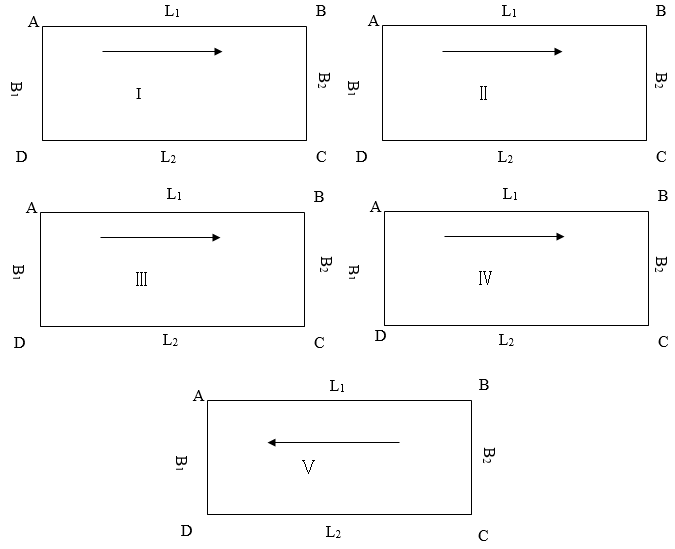
图2对接试板收缩变形量测量的基准线图
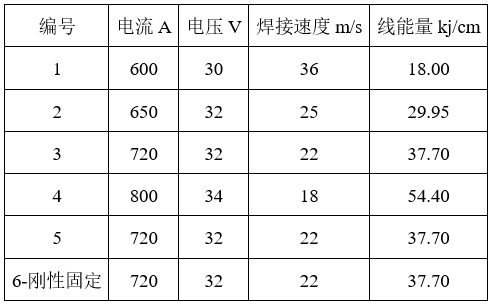
3、采用埋弧焊对4付对接试板进行施焊,施焊前,S101G焊剂已经过200℃烘烤1小时处理。为考查不同焊接线能量对接头纵、横向收缩变形和角变形的影响,施焊时采用18.00、29.95、37.70、54.40(kj/cm)等四种不同线能量,具体焊接工艺参数如表2所示。
4、待被焊试板完全冷却后,采用游标卡尺分别测量试板标记沿纵向和横向的尺寸,采用角尺测量接头后焊端端部的角变形大小。根据实验记录,分别计算纵、横向收缩变形量的大小。
5、利用剩余两块试板,采用刚性固定法,组焊成一付对接试板。具体方法是:焊前将除焊接边以外的三个板边,采用手工电弧焊进行点固,点固焊缝的长度为20mm。点固后再采用埋弧焊进行施焊,焊接工艺参数和热输入如表2所示。待试板完全冷却后,采用游标卡尺分别测量试板标记沿纵向和横向的尺寸,采用角尺测量接头后焊端端部的角变形大小。根据实验记录,分别计算纵、横向收缩变形量的大小。
表2试板埋弧焊对接所采用的焊接工艺参数
Copyright 2021 .All Rights Reserved.燕山大学材料综合实验教学示范中心
地址:河北省秦皇岛市河北大街西段438号 邮编:066004 电话:335-7074792
 微信公众号
微信公众号