
1.检查钢针是否锐利,针尖距工作台面约3cm。
2.将针尖的偏心位置即回转半径调至标准回转半径。方法:松开卡针盘3后面的螺栓和回转半径调整螺栓4,适当移动卡针盘后,依次紧固上述螺栓,划痕与标准圆划线图比较,直至与标准回转半径5.25mm的圆滚线相同调整完毕。
3.将样板正放在试验台上(漆膜朝上),用压板压紧。
4.酌加砝码,使针尖接触到漆膜,按顺时针方向均匀摇动手轮,转速以80~100转/分为宜,圆滚线标准图长为7.5±0.5cm。
5.向前移动升降棒2,使卡针盘提起,松开固定样板的有关螺栓,取出样板,用漆刷除去划痕上的漆屑,以4倍放大镜检查划痕并评级。
注意:①一根钢针一般只使用5次
②试验时针必须刺到涂料膜底,以所画的图形露出板面为准
实验结果评级方法:
附着力分为7个等级,如图9-4,以样板上划痕的上侧为检查的目标,依次标出1、2、3、4、5、6、7,按顺序检查各部位漆膜完整程度,如某一部位有70%以上的完好,则认为该部位是完好的,否则应认为坏损。例如,凡第一部位内漆膜完好者,则此漆膜附着力最好,为一级;第二部位完好者,则为二级,余者类推,七级的附着力最差,漆膜几乎全部脱落。
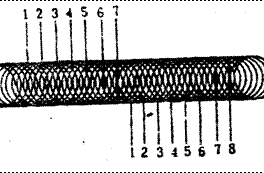
图4-4附着力的分级圆滚部
Copyright 2021 .All Rights Reserved.燕山大学材料综合实验教学示范中心
地址:河北省秦皇岛市河北大街西段438号 邮编:066004 电话:335-7074792
 微信公众号
微信公众号